 English
English Español
Español Deutsch
Deutsch
Shuangqisi-Form
One-Stop-Stanzlösungen von der Werkzeugkonstruktion bis zur automatisierten Produktion.
MEHR ANZEIGEN

Ein strenges Qualitätskontrollsystem und präzise Testverfahren stellen sicher, dass die Produkte stabil und zuverlässig sind und stets hohe Standards erfüllen.

Durch die Einführung von Präzisionsdraht-EDM-Maschinen aus Japan kann das Unternehmen eine Verarbeitungsgenauigkeit innerhalb von 0,002 mm erreichen. In Verbindung mit erfahrenen Montagetechnikern und einer ordnungsgemäßen Installation und Fehlerbehebung kann das Unternehmen die technischen Anforderungen an die hochpräzisen Produkte seiner Kunden erfüllen.
Starke Forschungs- und Designkapazitäten ermöglichen maßgeschneiderte Lösungen und kontinuierliche Produktoptimierung.

Das Unternehmen verfügt über mehrere CNC-Bearbeitungsgeräte, die Formen unterschiedlicher Formen verarbeiten und auch wichtige Komponenten komplexer Formen entsprechend den Kundenbedürfnissen anpassen können.
 Präzisionsformen
Präzisionsformen
 Stanzteile
Stanzteile
 Automationsanlagen
Automationsanlagen
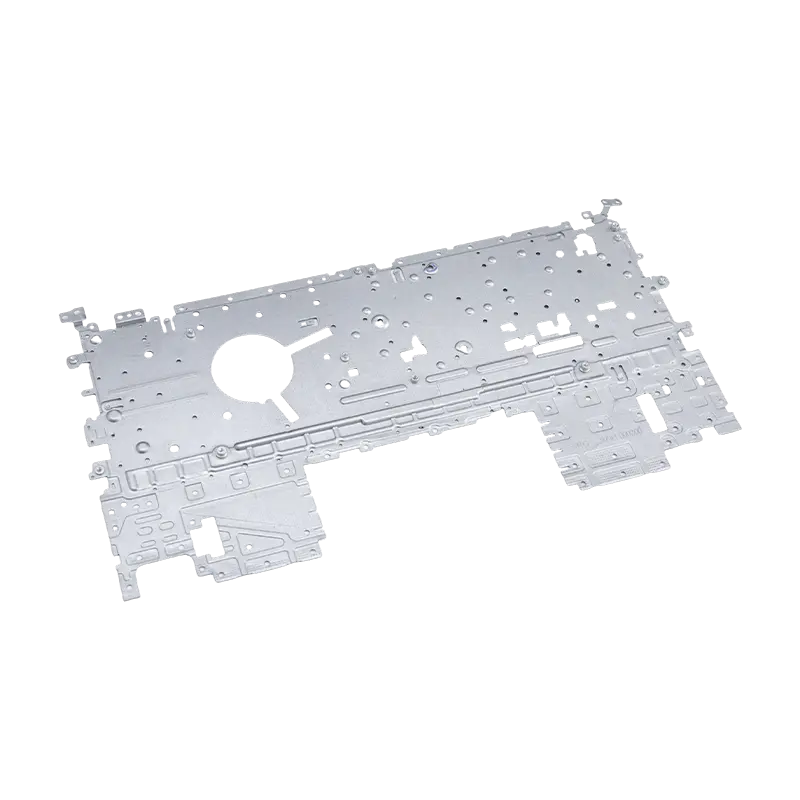
Bei unseren Laptop-Stanzteilen handelt es sich um präzisionsgefertigte Komponenten, die auf Laptop-Gehäuse, Halterungen und interne Strukturbaugruppen zugeschnitten sind. Diese Teile bestehen aus hochwertigem kaltgewalztem Stahl, einer Aluminiumlegierung oder einer Magnesiumlegierung und werden fortschrittlichen Stanz-, Entgratungs- und Oberflächenbehandlungsprozessen unterzogen, um gleichmäßige Abmessungen und glatte Kanten zu gewährleisten.
Die Teile wurden entwickelt, um strenge Standards der Laptop-Industrie zu erfüllen, und zeichnen sich durch hervorragende Steifigkeit und Korrosionsbeständigkeit aus, wodurch der stabile Betrieb interner Komponenten effektiv unterstützt und gleichzeitig das Gesamtgewicht des Geräts reduziert wird. Sie sind mit gängigen Laptop-Modellen kompatibel und ermöglichen eine nahtlose Integration in Montagelinien.
Mit präzisen Lochpositionen und Schnappstrukturen steigern diese Stanzteile die Montageeffizienz und reduzieren den Nachbearbeitungsaufwand. Wir bieten anpassbare Spezifikationen basierend auf Kundenzeichnungen und gewährleisten so eine vollständige Übereinstimmung mit den unterschiedlichen Anforderungen des Laptop-Designs. Unsere Laptop-Stanzteile sind qualitativ zuverlässig und kostengünstig und eignen sich ideal für Laptop-Hersteller, die eine stabile Versorgung und Hochleistungskomponenten anstreben.

Unsere hochwertigen Ofenstanzteile sind präzisionsgefertigte Komponenten, die auf hochwertige Haushalts- und Gewerbeöfen zugeschnitten sind. Diese aus hochwertigen hitzebeständigen Stahl- und Aluminiumlegierungen gefertigten Teile werden strengen Kalt- und Heißprägeprozessen unterzogen, um gleichmäßige Abmessungen und enge Toleranzen zu gewährleisten und sich nahtlos in Ofenschalen, Türrahmen, Heizelementhalterungen und interne Stützstrukturen einzufügen.
Sie sind so konzipiert, dass sie langfristigen Backumgebungen mit hohen Temperaturen ohne Verformung oder Korrosion standhalten und die strukturelle Stabilität und Betriebssicherheit des Ofens verbessern. Jedes Teil unterliegt einer strengen Oberflächenbehandlung —Entgraten, Rostschutzbeschichtung und hitzebeständiges Sprühen—, um die Sicherheitsstandards für Lebensmittel zu erfüllen.
Diese Stanzteile eignen sich für die individuelle Anpassung an verschiedene Ofenmodelle und sind einfach zu installieren und zu warten, wodurch die Wartungskosten nach dem Verkauf für die Hersteller gesenkt werden. Wir bieten standardisierte und maßgeschneiderte Lösungen, um den unterschiedlichen Anforderungen der Ofenproduktion gerecht zu werden.
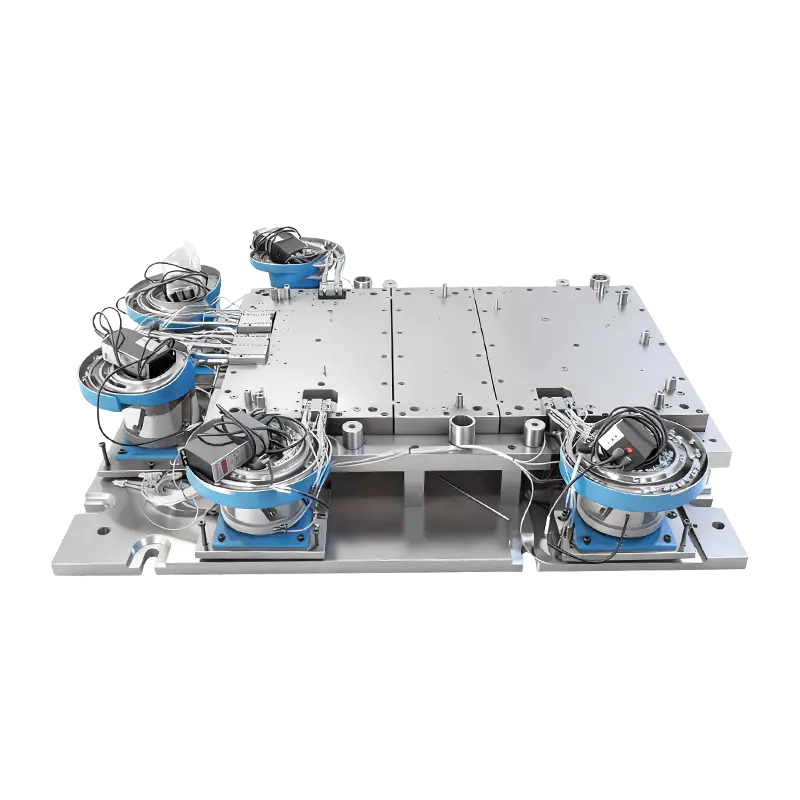
Diese automatische Nietform für große Computermaschinenbasen lässt sich nahtlos in einen Roboterarm integrieren, um eine automatische Nietzufuhr und Werkstückübertragung zu ermöglichen. Der Roboterarm liefert Nieten präzise an die vorgesehenen Positionen der Form und eliminiert so manuelle Positionierungsfehler. Nachdem die Stanzmaschine das stabile, gleichmäßige Nieten abgeschlossen hat, überträgt der Arm die bearbeiteten Maschinengrundkomponenten sofort an die nächste Arbeitsstation in der Produktionslinie.
Die Form ist auf große Computermaschinenbasen zugeschnitten und verfügt über eine robuste Struktur, die sich an die Größe des Werkstücks und die Anforderungen an die Nietspannung anpasst und so eine gleichbleibende Verbindungsqualität gewährleistet. Durch den Ersatz manueller Vorgänge verringert die Ausrüstung die Arbeitsintensität, reduziert vom Menschen verursachte Defekte und steigert die Gesamtproduktionseffizienz. Es handelt sich um ein zuverlässiges, praktisches Hilfsgerät für Fertigungsunternehmen, die ihre Montageprozesse optimieren möchten.
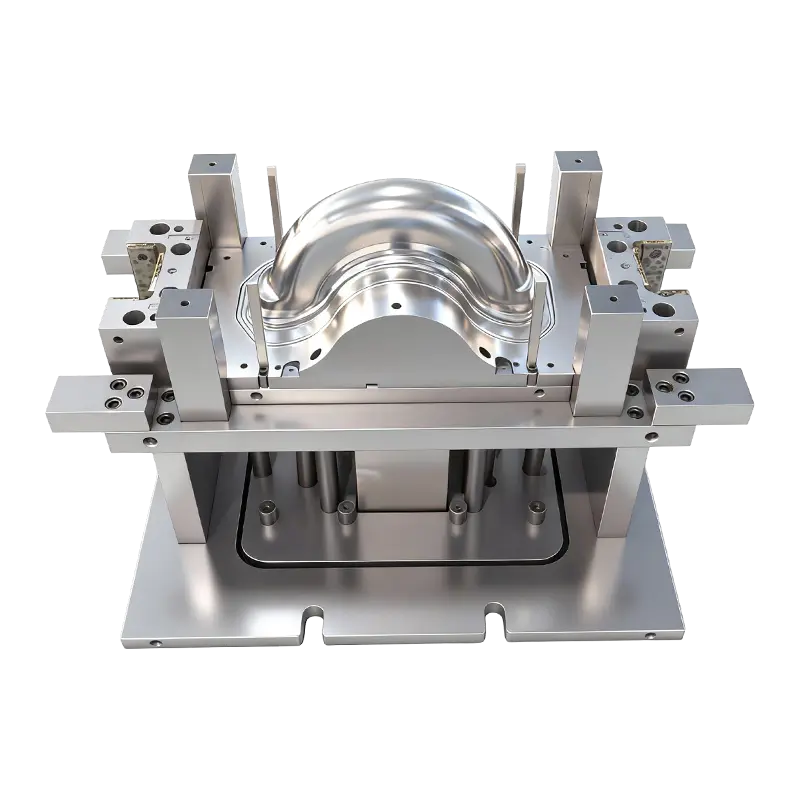
Diese Tiefziehform für Vorder- und Hinterräder von zweirädrigen Elektrofahrzeugen ist ein Spezialwerkzeug zur Herstellung von Vorder- und Hinterrädern aus Metall von zweirädrigen Elektrofahrzeugen. Als einer der Pionierhersteller von Formen, die herkömmliche Kunststoffräder durch Metallräder ersetzen, hat unser Unternehmen diese Form entwickelt, um die Einschränkungen von Kunststoffrädern hinsichtlich Tragfähigkeit und Haltbarkeit zu beheben.
Die Form verwendet eine präzise Tiefziehtechnologie, die eine gleichmäßige Form und Größe der Metallradrohlinge gewährleistet, was die strukturelle Stabilität und Lebensdauer der Räder von Elektrofahrzeugen effektiv verbessert. Sein vernünftiges Hohlraumdesign ermöglicht eine reibungslose Materialumformung und reduziert Produktionsfehler, wodurch die Nachbearbeitungskosten für die Hersteller gesenkt werden.
Diese Form wird mittlerweile von der Industrie weithin übernommen und unterstützt die Modernisierung von Radkomponenten von Elektrofahrzeugen und hilft Unternehmen, die Produktqualität und die Wettbewerbsfähigkeit auf dem Markt zu verbessern.
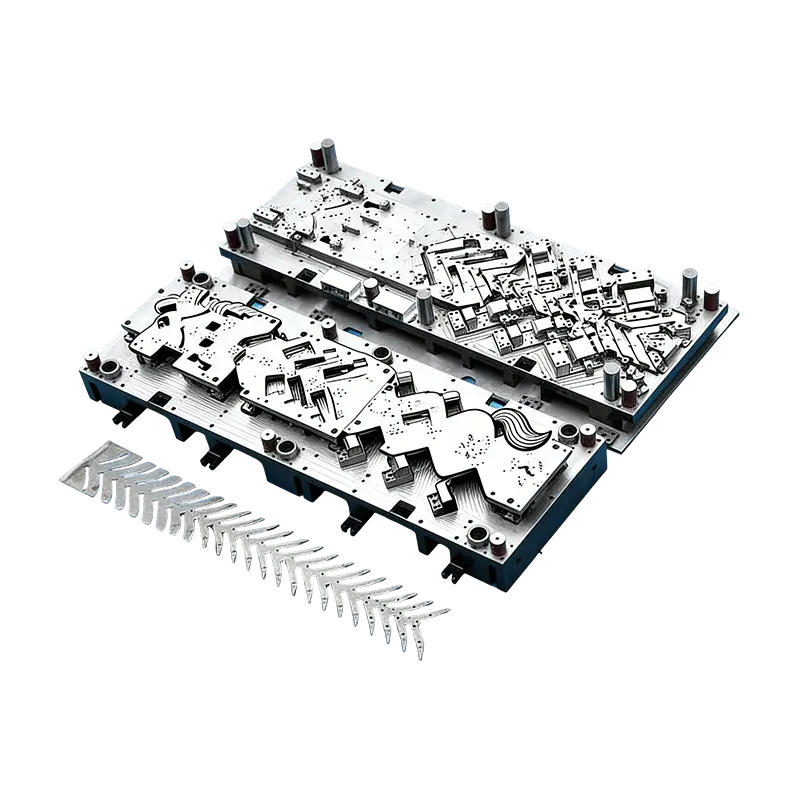
Diese kontinuierliche Form für Automobilmotorgehäuse ist speziell für die großvolumige Präzisionsproduktion von Automobilmotorgehäusen und kleinen Autoteilen konzipiert. Es verfügt über einen optimierten, integrierten Stanz- und Umformprozess, der eine schnelle, konsistente Herstellung mit minimalen Ausfallzeiten gewährleistet.
Die aus hochharten legierten Stahlkomponenten gefertigte Form bietet eine hervorragende Verschleißfestigkeit und behält auch nach langfristigem Dauerbetrieb die Maßgenauigkeit bei. Sein modularer Aufbau ermöglicht eine einfache Wartung und einen schnellen Austausch beschädigter Teile und reduziert so Produktionsunterbrechungen. Es ist auf die engen Toleranzen von Automobilmotorgehäusen zugeschnitten und gewährleistet eine gleichmäßige Wandstärke und präzise Passflächen, die den Montageanforderungen von Automobilantriebssystemen entsprechen.
Diese Form ist ideal für Massenproduktionsszenarien und sorgt für ein Gleichgewicht zwischen Geschwindigkeit und Stabilität. Sie hilft Herstellern, die Produktionseffizienz zu optimieren und gleichzeitig strenge Qualitätsstandards für Automobilkomponenten einzuhalten.




Formanzeige

Automatisierte Ausrüstung





Die meisten Metallstanzprojekte fallen in eine von fünf Werkzeugkategorien: progressive Matrizen, Transfermatrizen, zusammengesetzte Matrizen, Einzelstationsmatrizen (einfache Matrizen) und Tiefziehmatrizen. Die richtige Wahl hängt von der Komplexität des Teils, dem Produktionsvolumen und der Anzahl der Umformvorgänge ab, die ein Teil benötigt – nicht davon, welcher Formtyp am fortschrittlichsten erscheint. Wenn Käufer wissen, was sie voneinander trennt, können sie ein Projekt vor der Angebotserstellung korrekt spezifizieren, anstatt erst nach dem Zuschnitt der Werkzeuge eine Diskrepanz zu entdecken.
Eine progressive Matrize führt ein Metallband durch eine Reihe von Stationen innerhalb eines einzelnen Matrizensatzes, wobei jede Station einen Vorgang ausführt – Lochen, Biegen, Formen oder Abschneiden –, während das Band automatisch zwischen den Stationen vorgeschoben wird. Das Teil ist erst vollständig geformt, wenn es die letzte Station erreicht. Da jedoch jede Station bei jedem Pressenhub aktiviert wird, bleiben die Zykluszeiten auch bei komplexen Geometrien kurz.
Diese Struktur eignet sich für die Massenproduktion von kleinen bis mittelgroßen Teilen wie Steckverbindern, Halterungen und elektronischen Präzisionskomponenten, bei denen eine gleichbleibende Maßgenauigkeit über Millionen von Zyklen hinweg wichtiger ist als die Werkzeugkosten. Der Nachteil besteht in einer längeren Entwurfs- und Bauvorlaufzeit, da das Streifenlayout und die Stationssequenzierung vor dem Schneiden der ersten Probe geplant werden müssen.
Transfermatrizen führen ebenfalls mehrere Vorgänge nacheinander aus, aber anstelle eines kontinuierlichen Streifens werden einzelne Rohlinge physisch – typischerweise durch ein mechanisches oder robotergestütztes Transfersystem – von Station zu Station bewegt. Durch diese Trennung vom Streifen können Transfermatrizen größere, schwerere oder dreidimensionalere Teile handhaben, als ein Folgematrizenstreifen tragen kann, wie beispielsweise Strukturkomponenten oder Gehäuse für Kraftfahrzeuge.
Da die Materialhandhabung von der Matrize selbst entkoppelt ist, bieten Transfermatrizen mehr Flexibilität bei der Teilegeometrie, der zusätzliche Transfermechanismus erhöht jedoch sowohl die Werkzeuginvestition als auch die Zykluszeit im Vergleich zu einer progressiven Matrize mit der gleichen Anzahl von Stationen.
Verbundmatrizen führen zwei oder mehr Vorgänge – am häufigsten Lochen und Stanzen – in einem einzigen Pressenhub an einer Station aus und erzeugen so in einem Durchgang ein fertiges flaches Teil. Einstationige (einfache) Matrizen führen nur einen Arbeitsgang pro Hub durch, beispielsweise einen einzelnen Stanz- oder Biegedurchgang, und erfordern in der Regel eine manuelle oder mechanische Neupositionierung des Teils für den nächsten Arbeitsgang.
Bei beiden handelt es sich um kostengünstigere, schneller zu bauende Optionen, die für die Prototypenfertigung, kleine bis mittlere Stückzahlen oder einfache Teilegeometrien sinnvoll sind, bei denen die Werkzeuginvestition einer Folge- oder Transfermatrize durch die Auftragsgröße nicht gerechtfertigt ist.
Tiefziehmatrizen formen flache Bleche in hohle, becherförmige oder komplexe dreidimensionale Geometrien, indem sie das Material mit einem Stempel durch einen Matrizenhohlraum ziehen, anstatt es zu schneiden oder zu biegen. Dieser Prozess ist von zentraler Bedeutung für die Herstellung von runden oder konturierten Komponenten wie Motorgehäusen, Batteriegehäusen und radbezogenen Teilen, die in der Industrie üblich sind Tiefziehwerkzeuge für Automobile und Elektrofahrzeuge , wo eine gleichmäßige Wandstärke und Formbeständigkeit unter Last entscheidend sind.
Das Tiefziehen ist technisch anspruchsvoll: Materialfluss, Niederhalterkraft und Schmierung müssen alle aufeinander abgestimmt sein, um Risse, Faltenbildung oder übermäßige Ausdünnung zu vermeiden. Deshalb ist Erfahrung in der Werkzeugkonstruktion mit dem jeweiligen Metall – Stahl, Aluminiumlegierung oder beschichtetes Material – genauso wichtig wie die verfügbare Pressentonnage.

Elektronische Stanzanwendungen bringen zusätzlich zu den oben genannten Matrizentypen weitere Einschränkungen mit sich: Teile sind häufig dünner und kleiner und werden in sehr großen Stückzahlen hergestellt, wobei die Toleranzen in Mikrometern statt in Millimetern gemessen werden. Anschlüsse, Anschlussstifte, Abschirmdosen und Mikrohalterungen laufen typischerweise auf Folgeverbundwerkzeugen, die mit engeren Stationsabständen und einer feineren Stempelgeometrie gebaut sind, um Gratbildung an empfindlichen Merkmalen zu verhindern.
Weil elektronische Stanzformen Da sie häufig direkt in automatisierte Montagelinien eingespeist werden, ist die Wiederholbarkeit der Abmessungen vom ersten Teil bis zum Millionstel genauso wichtig wie die Qualität des ersten Musters – ein Werkzeug, das im Laufe eines Produktionslaufs langsam aus der Toleranz herausdriftet, führt zu nachgelagerten Montagefehlern, deren Rückverfolgung bis zu ihrem Ursprung kostspielig ist.

| Matrizentyp | Am besten für | Typisches Volumen |
|---|---|---|
| Progressiver Würfel | Kleine bis mittelgroße Teile, mehrstufige Umformung | Hohe Lautstärke |
| Transferstempel | Größere oder 3D-förmige Teile | Mittlere bis hohe Lautstärke |
| Verbund-/Einzelstationsmatrize | Einfache flache Teile, Prototyping | Niedrige bis mittlere Lautstärke |
| Tiefziehmatrize | Hohle oder konturierte 3D-Teile | Mittlere bis hohe Lautstärke |
In der Praxis kombinieren die meisten Produktionsprogramme letztendlich Matrizentypen über den Lebenszyklus eines Teils hinweg – eine Verbundmatrize für frühe Muster, gefolgt von einer Folge- oder Transfermatrize, sobald die Stückzahlen die Investition rechtfertigen. Diese Reihenfolge von Anfang an zu erreichen, mit einem Hersteller, der Erfahrung in der gesamten Bandbreite hat Stanzformen , vermeidet die doppelte Zahlung für Werkzeuge, die neu gestaltet werden müssen, wenn ein Projekt vom Prototyp zur Massenproduktion skaliert.
Präzise Metallkomponenten sind die unbesungenen Helden moderner Haushaltsgeräte und bieten die strukturelle Integrität und Funktionszuverlässigkeit, die für Geräte erforderlich sind, die über ein Jahrzehnt lang täglich im Einsatz sind. Bei diesen Teilen handelt es sich nicht nur um Zubehör; Dabei handelt es sich um technische Lösungen, die dafür sorgen, dass Motoren stabil bleiben, Karosserien gestützt bleiben und elektrische Verbindungen unter wechselnden thermischen und mechanischen Belastungen sicher bleiben.
Bei Kühlschränken, Waschmaschinen und Klimaanlagen bestimmt oft der Unterschied zwischen einem Standardteil und einem präzisionsgefertigten Teil die Lebensdauer des Produkts. Eine Abweichung von gerade 0,1 mm Maßgenauigkeit kann zu Ineffizienzen bei der Montage, einem erhöhten Geräuschpegel oder einem vorzeitigen Ausfall beweglicher Teile führen. Daher stehen beim Herstellungsprozess strenge Toleranzkontrollen und Materialkonsistenz an erster Stelle.

Die Materialauswahl ist der erste entscheidende Schritt bei der Konstruktion von Präzisionsmetallkomponenten. Jedes Material bietet deutliche Vorteile hinsichtlich Kosten, Gewicht, Korrosionsbeständigkeit und Festigkeit. Die drei am häufigsten verwendeten Materialien beim Stanzen von Haushaltsgeräten sind Edelstahl, verzinktes Blech und Aluminiumlegierung.
Für Komponenten, die Feuchtigkeit oder aggressiven Reinigungsmitteln ausgesetzt sind, wie beispielsweise Innenhalterungen in Waschmaschinen oder Außenverkleidungen in Küchengeräten, wird Edelstahl bevorzugt. Seine inhärente Rostbeständigkeit stellt sicher, dass die ästhetischen und strukturellen Eigenschaften im Laufe der Zeit erhalten bleiben. Noten wie Edelstahl 304 und 430 werden aufgrund ihres ausgewogenen Verhältnisses von Formbarkeit und Korrosionsbeständigkeit häufig verwendet.
Für interne Strukturen wie Chassis und Motorhalterungen bietet verzinktes Blech eine wirtschaftliche Lösung. Die Zinkbeschichtung fungiert als Opferschicht und schützt den darunter liegenden Stahl vor Oxidation. Dieses Material wird häufig in Klimaanlagengehäusen und Kühlschrankrückwänden verwendet, wo der direkte Kontakt mit dem Verbraucher minimal ist, eine langfristige Haltbarkeit jedoch unerlässlich ist.
Aluminiumlegierungen werden gewählt, wenn Gewichtsreduzierung Priorität hat, ohne dass die Festigkeit darunter leidet. Sie bieten eine hervorragende Wärmeleitfähigkeit und eignen sich daher ideal für Kühlkörper in Mikrowellenherden und Hochleistungscomputerkomponenten in intelligenten Geräten. Darüber hinaus ist Aluminium von Natur aus korrosionsbeständig und in hohem Maße recycelbar.
| Material | Entscheidender Vorteil | Gemeinsame Anwendung | Kostenniveau |
|---|---|---|---|
| Edelstahl | Hohe Korrosionsbeständigkeit | Waschmaschinentrommeln, Küchenverkleidung | Hoch |
| Verzinktes Blech | Kostengünstige Haltbarkeit | AC-Chassis, Kühlschrankrückseiten | Niedrig-Mittel |
| Aluminiumlegierung | Geringes Gewicht und Wärmeleitfähigkeit | Kühlkörper, Mikrowellen-Innenräume | Mittelhoch |
Die Herstellung von Präzisionsmetallkomponenten ist in hohem Maße auf fortschrittliche Stanztechniken angewiesen. Beim Stanzen handelt es sich um einen Kaltumformprozess, bei dem Bleche mithilfe von Matrizen und Pressen in die gewünschten Formen geschnitten, gebogen und gepresst werden. Die Präzision dieses Prozesses ermöglicht die Massenproduktion gleichbleibender Teile.
Im ersten Schritt wird das Blech in bestimmte Zuschnitte geschnitten. Durch hochpräzises Laserschneiden oder Folgestanzen wird sichergestellt, dass jeder Rohling exakte Abmessungen hat. Dieser Schritt ist von entscheidender Bedeutung, da sich hier auftretende Fehler über die nachfolgenden Biege- und Umformschritte fortpflanzen. Die Toleranzen liegen typischerweise bei ±0,05 mm für kritische Funktionen.
Nach dem Schneiden werden die Rohlinge gebogen, um dreidimensionale Strukturen wie Halterungen und Chassis zu erzeugen. Zur Erzielung präziser Biegewinkel und -radien werden CNC-Abkantpressen (Computer Numerical Control) eingesetzt. Der Rückfederungseffekt von Metall wird sorgfältig berechnet und bei der Matrizenkonstruktion kompensiert, um sicherzustellen, dass das fertige Teil der erforderlichen Geometrie entspricht.
Bei Bauteilen, die komplexe Kurven oder tiefe Hohlräume erfordern, wie beispielsweise bestimmte Gehäuseelemente, kommen Tiefziehverfahren zum Einsatz. Bei dieser Technik wird das Metall in seine Form gestreckt, ohne es übermäßig zu verdünnen, wodurch die strukturelle Integrität erhalten bleibt. Schmierung und kontrollierter Druck sind in dieser Phase von entscheidender Bedeutung, um ein Reißen oder Faltenbildung zu verhindern.
Die Herstellung präziser Metallkomponenten ist nur die halbe Miete; Ebenso wichtig ist es, sicherzustellen, dass sie strenge Qualitätsstandards erfüllen. Von Haushaltsgeräten wird eine Lebensdauer von 10 bis 15 Jahren erwartet, daher muss jede Komponente dem Dauergebrauch, Vibrationen und Umweltveränderungen standhalten.
Präzisionsteile aus Metall sind in modernen Haushalten allgegenwärtig. Ihre Anwendungen variieren je nach den spezifischen Funktionsanforderungen jedes Gerätetyps.
In Kühlschränken werden Präzisionsstempel für Türscharniere, Regalstützen und Innenrahmen verwendet. Diese Teile müssen Kondensation widerstehen und eine strukturelle Steifigkeit aufweisen, um schwere Lasten an Lebensmitteln tragen zu können. Aus hygienischen und ästhetischen Gründen wird Edelstahl häufig für sichtbare Innenteile verwendet.
In Waschmaschinen sind die Komponenten ständigen Vibrationen und Wassereinwirkung ausgesetzt. Motorhalterungen, Trommelstützen und Außengehäuse bestehen aus hochfesten, korrosionsbeständigen Metallen. Vibrationsdämpfende Konstruktionen werden in den Prägeprozess integriert, um die Geräuschentwicklung beim Schleudern zu reduzieren.
Klimaanlagen sind auf Präzisionsmetallteile für Wärmetauscherlamellen, Lüfterflügel und Strukturgehäuse angewiesen. Aufgrund ihrer thermischen Eigenschaften sind hier Aluminiumlegierungen vorherrschend. Die Genauigkeit des Lamellenabstands wirkt sich direkt auf die Effizienz der Wärmeübertragung aus, sodass eine präzise Stanzung für die Energieleistung von entscheidender Bedeutung ist.
Mikrowellenherde erfordern Komponenten, die hohen Temperaturen und elektromagnetischen Feldern standhalten. Hohlraumauskleidungen, Türverriegelungen und Wellenleiterabdeckungen werden aus speziellen Edelstählen oder beschichteten Metallen hergestellt. Präzision sorgt für eine ordnungsgemäße Abdichtung, um das Austreten von Strahlung zu verhindern und die Kocheffizienz aufrechtzuerhalten.
Das Design und die Herstellung von Präzisionsmetallkomponenten sind für den Erfolg von Haushaltsgeräten von grundlegender Bedeutung. Durch die Auswahl geeigneter Materialien wie Edelstahl, verzinktes Blech oder Aluminiumlegierung und den Einsatz strenger Stanzprozesse können Hersteller Teile herstellen, die dies bieten hohe Maßgenauigkeit, stabile Leistung und niedrige Produktionskosten .
Diese Komponenten haben direkten Einfluss auf die Montageeffizienz, die Produkthaltbarkeit und die Benutzerzufriedenheit. Da Geräte immer komplexer und energieeffizienter werden, wird die Nachfrage nach immer präziseren Metallteilen weiter steigen. Die Priorisierung von Qualitätskontrolle und innovativem Design bei den Stanzprozessen stellt sicher, dass Haushaltsgeräte auch in den kommenden Jahren zuverlässige Begleiter im täglichen Leben bleiben.
In der sich schnell entwickelnden Landschaft der modernen Fertigung, insbesondere im Automobilsektor, sind Präzision und Effizienz nicht nur Ziele, sondern absolute Notwendigkeiten. Die Herstellung komplexer Metallkomponenten erfordert ausgefeilte Werkzeuglösungen, die große Stückzahlen unter Einhaltung strenger Toleranzen bewältigen können. Im Mittelpunkt dieser industriellen Leistungsfähigkeit stehen Progressive Formen , eine Art Prägewerkzeug, das mehrere Vorgänge in einem einzigen Pressenhub ausführt. Da die Nachfrage nach Neue Energiefahrzeuge (NEVs), Servoantrieben und fortschrittlichen Kompressoren wächst, wird die Rolle spezialisierter Formenbauer immer wichtiger. Suzhou Shuangqisi Mold Equipment Co., Ltd. steht an der Spitze dieser Branche und nutzt fortschrittliche Technologie und Fachwissen, um maßgeschneiderte Lösungen zu liefern, die den strengen Anforderungen globaler Kunden gerecht werden.

Das progressive Stanzen ist eine Methode, bei der ein Metallstreifen durch eine Reihe von Stationen innerhalb einer einzigen Matrize geführt wird. Jede Station führt einen bestimmten Vorgang durch, beispielsweise Stanzen, Biegen oder Prägen, bis das endgültige Teil fertiggestellt ist. Dieser Ansatz bietet erhebliche Vorteile gegenüber dem herkömmlichen einstufigen Stanzen, einschließlich höherer Produktionsgeschwindigkeiten, geringerem Materialabfall und verbesserter Konsistenz. Für Automobilhersteller, bei denen Millionen identischer Teile benötigt werden, ist die Effizienz von Progressive Formen Dies führt direkt zu Kosteneinsparungen und einer schnelleren Markteinführung.
Die Komplexität moderner Automobilteile, insbesondere derjenigen, die in Elektrofahrzeugen und Präzisionselektronik verwendet werden, erfordert ein Maß an Genauigkeit, das nur hochwertige Folgeverbundwerkzeuge bieten können. Diese Formen müssen so ausgelegt sein, dass sie verschiedene Materialien verarbeiten können, von hochfestem Stahl bis hin zu Aluminiumlegierungen, ohne Kompromisse bei der Dimensionsstabilität einzugehen. Die Möglichkeit, mehrere Formungsschritte in einen kontinuierlichen Prozess zu integrieren, minimiert Handhabungsfehler und stellt sicher, dass jede Komponente genau den Spezifikationen entspricht, die für Montagelinien erforderlich sind. Dieser technologische Vorsprung ist der Grund, warum führende Unternehmen wie Anter Group, Ousheng Electric, Dongbei Group und Huichuan Technology für ihren kritischen Hardwarebedarf auf spezialisierte Lieferanten angewiesen sind.
Höchstleistung schaffen Progressive Formen erfordert mehr als nur Designkompetenz; Es erfordert eine robuste Infrastruktur fortschrittlicher Präzisionswerkzeugmaschinen. Suzhou Shuangqisi Mold Equipment Co., Ltd. hat stark in modernste Ausrüstung investiert, um sicherzustellen, dass jede Form den internationalen Qualitätsstandards entspricht. Die Anlage des Unternehmens ist mit importierten Drahtschneidemaschinen ausgestattet, die für die Erstellung komplizierter Konturen und enger Toleranzen bei Werkzeugkomponenten unerlässlich sind. Diese Maschinen ermöglichen die präzise Bearbeitung komplexer Formen, die häufig in Servoantriebsgehäusen und Kompressorventilen zu finden sind.
Neben dem Drahtschneiden verfügt das Unternehmen über CNC-Bearbeitungszentren und über 10 Schleifmaschinen unterschiedlicher Größe. Diese Werkzeuge sind entscheidend für die Erzielung der glatten Oberflächen und exakten Geometrien, die für Hochgeschwindigkeits-Stanzvorgänge erforderlich sind. Das Vorhandensein von 25 Stanzpressen mit einer Spannkraft von 80 bis 400 Tonnen ermöglicht es dem Unternehmen, Formen vor der Auslieferung unter realen Bedingungen zu testen und zu validieren. Dieser umfassende Aufbau stellt sicher, dass jede Form nicht nur korrekt konstruiert ist, sondern auch nachweislich in Massenproduktionsumgebungen zuverlässig funktioniert. Die Integration von Design, Fertigung und Service unter einem Dach ermöglicht eine strengere Qualitätskontrolle und schnellere Reaktionszeiten auf Kundenfeedback.
Die Automobilindustrie durchläuft mit dem Aufkommen neuer Energiefahrzeuge einen bedeutenden Wandel. Dieser Wandel hat neue Herausforderungen bei der Komponentenherstellung mit sich gebracht, die leichtere Materialien und komplexere Geometrien erfordern. Suzhou Shuangqisi Mold Equipment Co., Ltd. hat sich an diese Veränderungen angepasst und sich darauf spezialisiert Progressive Formen für Automobilteile, die sowohl für herkömmliche als auch für Elektrofahrzeugplattformen geeignet sind. Ihre Erfahrung in der Lieferung von Formen für Servoantriebe und Kompressoren unterstreicht ihre Fähigkeit, hochpräzise elektronische und mechanische Komponenten zu verarbeiten.
Servoantriebe, die für die Steuerung von Motorbewegungen in Elektrofahrzeugen und in der industriellen Automatisierung von entscheidender Bedeutung sind, erfordern Gehäusekomponenten mit außergewöhnlicher Maßgenauigkeit. Jede Abweichung kann zu Leistungsproblemen oder Ausfällen führen. Ebenso müssen Kompressorteile hohen Drücken und Temperaturen standhalten, was Formen erfordert, die langlebige, leckagesichere Komponenten herstellen können. Durch die Konzentration auf diese Nischenbereiche hat das Unternehmen ein umfassendes Fachwissen über Materialverhalten und Umformtechniken entwickelt, das es ihm ermöglicht, bereits in der Entwurfsphase wertvolle Erkenntnisse zu liefern. Dieser kollaborative Ansatz hilft Kunden, ihre Designs hinsichtlich der Herstellbarkeit zu optimieren, Kosten zu senken und die Produktzuverlässigkeit zu verbessern.
| Anwendungsbereich | Wichtige Komponentenanforderungen | Vorteile der Formlösung |
| New Energy Vehicles | Leichte, hochfeste Strukturen | Präzisionsformen komplexer Legierungen |
| Servoantriebe | Hohe Maßgenauigkeit, enge Toleranzen | Mikropräzises progressives Stanzen |
| Kompressoren | Haltbarkeit, Druckfestigkeit | Robustes Matrizendesign für hohe Produktionsmengen |
Technologie allein reicht nicht aus, um den Erfolg im Formenbau zu garantieren. Der menschliche Faktor spielt eine entscheidende Rolle bei der Umsetzung technischer Fähigkeiten in praktische Lösungen. Suzhou Shuangqisi Mold Equipment Co., Ltd. verfügt über ein Team von 60 technischen Mitarbeitern, darunter leitende Bediener und erfahrenes Debugging-Personal. Diese Fachleute bringen jahrelange praktische Erfahrung in jedes Projekt ein und stellen sicher, dass potenzielle Probleme frühzeitig im Entwicklungsprozess erkannt und gelöst werden. Ihr Fachwissen im Debugging ist besonders wertvoll, da es eine Feinabstimmung der Formleistung ermöglicht, um optimale Zykluszeiten und Teilequalität zu erreichen.
Das Engagement des Unternehmens für kontinuierliche Weiterentwicklung und Mitarbeiterschulung stellt sicher, dass sein Team über die neuesten Branchentrends und Technologien auf dem Laufenden bleibt. Diese Kultur der Exzellenz ermöglicht es ihnen, die unterschiedlichen Bedürfnisse der Kunden zu erfüllen, von kundenspezifischen Kleinserienaufträgen bis hin zu Großserienproduktionen. Indem sie wettbewerbsfähige Preise ohne Qualitätseinbußen anbieten, stellen sie ein überzeugendes Wertversprechen für Unternehmen dar, die die Effizienz ihrer Lieferkette verbessern möchten. Die Kombination aus fortschrittlichen Maschinen, qualifizierten Arbeitskräften und einem kundenorientierten Ansatz macht sie zu einem vertrauenswürdigen Partner für Unternehmen, die Zuverlässigkeit suchen Progressive Formen für Automobilteile und andere hochpräzise Anwendungen.
Abschließend ist die Herstellung von Progressive Formen ist eine komplexe Disziplin, die eine Synergie aus fortschrittlicher Technologie, Fachwissen und strategischem Verständnis erfordert. Suzhou Shuangqisi Mold Equipment Co., Ltd. veranschaulicht diese Synergie durch seine umfassenden Fähigkeiten in Design, Fertigung und Service. Da sich die Automobilindustrie weiter in Richtung Elektrifizierung und Automatisierung weiterentwickelt, wird die Nachfrage nach hochwertigen, präzisionsgefertigten Formen nur noch steigen. Durch die Wahl eines Partners mit nachgewiesener Erfahrung in der Betreuung von Großkunden wie Anter Group und Huichuan Technology können Hersteller sicherstellen, dass sie für die Herausforderungen des Marktes von morgen gut gerüstet sind. Der Fokus auf Qualität, Effizienz und Innovation bleibt der Eckpfeiler ihres Erfolgs und bietet Kunden auf der ganzen Welt greifbare Vorteile.
Im anspruchsvollen Bereich des Präzisionsstanzens von Metall werden die Langlebigkeit und Genauigkeit eines Folgeverbundwerkzeugs im Wesentlichen durch das für seine Konstruktion verwendete Grundmaterial bestimmt. Hochharter legierter Stahl ist zum Industriestandard für die Herstellung kritischer Stanzkomponenten geworden, insbesondere bei der Produktion von Automobilteilen, elektronischen Steckverbindern und komplexen Strukturteilen in großen Stückzahlen. Im Gegensatz zu herkömmlichen Werkzeugstählen ist diese fortschrittliche Materialkategorie so konstruiert, dass sie extremer mechanischer Beanspruchung, wiederholten Stößen und starker abrasiver Abnutzung standhält. Für Hersteller, die kontinuierliche Stanzverfahren einsetzen, ist die Auswahl des geeigneten legierten Stahls mit hoher Härte nicht nur eine Materialwahl; Es handelt sich um eine strategische Entscheidung, die sich direkt auf die Produktionseffizienz, die Teilequalität und die gesamten Werkzeugkosten auswirkt. In diesem Artikel werden die praktischen Aspekte, Überlegungen zur Bearbeitung und die betrieblichen Vorteile des Einsatzes dieser fortschrittlichen Stähle im Folgeverbundwerkzeugbau untersucht.
Das bestimmende Merkmal von hochharter legierter Stahl ist seine Fähigkeit, nach der Wärmebehandlung eine Rockwell-Härte von typischerweise mehr als 58 HRC zu erreichen und aufrechtzuerhalten, ohne übermäßig spröde zu werden. Diese außergewöhnliche Leistung wird durch die präzise Zugabe spezifischer Legierungselemente erreicht. Chrom wird in erster Linie hinzugefügt, um die Härtbarkeit und Verschleißfestigkeit zu verbessern, während Molybdän und Vanadium die Kornstruktur verfeinern und so die Rissausbreitung bei hoher Belastung verhindern. Wolfram und Kobalt werden häufig in Kaltarbeitsstählen verwendet, um die Rothärte zu verbessern und die Kantenschärfe bei erhöhten Temperaturen, die beim Hochgeschwindigkeitsstanzen entstehen, aufrechtzuerhalten.
Ein weit verbreitetes Missverständnis im Werkzeugbau ist, dass eine höhere Härte immer mit einer besseren Leistung einhergeht. In der Realität führt extreme Härte ohne ausreichende Zähigkeit bei Arbeiten mit hoher Tonnage zu katastrophalen Absplitterungen oder Rissen an den Stempelspitzen. Die moderne Metallurgie hat dieses Problem durch den Einsatz fortschrittlicher Pulvermetallurgietechniken gelöst. Diese Prozesse erzeugen eine äußerst gleichmäßige Verteilung der Karbide innerhalb der Stahlmatrix, wodurch das Material eine harte, verschleißfeste Oberfläche besitzt und gleichzeitig einen härteren, stoßdämpfenden Kern behält. Dieses mikrostrukturelle Gleichgewicht macht hochharten legierten Stahl unverzichtbar für komplexe, mehrstufige Folgeverbundwerkzeuge, bei denen sowohl Präzision als auch Haltbarkeit erforderlich sind.
Die einzigartigen Eigenschaften dieser Stähle machen sie für spezifische, anspruchsvolle Anwendungen in der Stanzindustrie geeignet. Bei der Entwicklung von Folgeverbundwerkzeugen für Motorgehäuse oder Batteriegehäuse von Elektrofahrzeugen umfasst das zu stanzende Material häufig hochfeste, niedriglegierte Stähle oder Aluminiumlegierungen. Diese Materialien üben enorme Reibungskräfte auf die Matrizenkomponenten aus und erfordern ein Werkzeugmaterial, das über Millionen von Zyklen Abrieb und abrasivem Verschleiß standhält.
In einem typischen Folgeverbundgesenk ist hochharter legierter Stahl speziell für die empfindlichsten und kritischsten Arbeitsteile reserviert. Dazu gehören Schnittstempel, Lochstifte, Formmatrizen und Prägestationen. Durch die Verwendung dieses Materials für die Arbeitskomponenten und Standard-Werkzeugstahl für die Strukturplatten können Hersteller das Kosten-Leistungs-Verhältnis der Form optimieren. Die Arbeitsteile behalten ihre engen Toleranzen über Millionen von Zyklen bei und stellen so sicher, dass die gestanzten Motorgehäuse eine gleichmäßige Wandstärke und präzise Passflächen aufweisen, die für die Montage des Antriebsstrangs im Automobil von entscheidender Bedeutung sind.
Die Arbeit mit hochhartem legiertem Stahl erfordert spezielle Fertigungsprotokolle. Da sich das Material im vollständig ausgehärteten Zustand nur äußerst schwer bearbeiten lässt, muss der Fertigungsablauf sorgfältig geplant werden. Als allgemeine Regel gilt, dass der Großteil des Materialabtrags, wie z. B. CNC-Fräsen und Schruppdrehen, durchgeführt wird, während sich der Stahl im geglühten oder weichen Zustand befindet. Dies reduziert den Werkzeugverschleiß und ermöglicht einen schnelleren Materialabtrag während der ersten Formungsphasen.
Nach der anfänglichen Grobbearbeitung und dem Spannungsabbau wird der Stahl einer präzisen Wärmebehandlung unterzogen, die typischerweise eine Vakuumabschreckung umfasst, um eine Entkohlung der Oberfläche zu verhindern und Maßverzerrungen zu minimieren. Nach der Wärmebehandlung erreicht der Stahl seine Zielhärte. Zu diesem Zeitpunkt können herkömmliche Schneidwerkzeuge nicht verwendet werden. Die Endbearbeitung mit den letzten Toleranzen im Mikrometerbereich wird durch Koordinatenschleifen, Koordinatenschleifen und langsame Drahterodierbearbeitung erreicht. Drahterodieren ist besonders wichtig für die Erstellung komplexer Innengeometrien und scharfer Ecken in progressiven Matrizeneinsätzen, ohne mechanische Belastungen hervorzurufen.
| Herstellungsphase | Hauptziel | Häufig verwendete Ausrüstung |
| Grobbearbeitung | Schüttgut im weichen Zustand entfernen | CNC-Fräszentren, Drehmaschinen |
| Wärmebehandlung | Erreichen Sie die gewünschte Härte und Mikrostruktur | Vakuumöfen, Kryotanks |
| Präzise Endbearbeitung | Erreichen Sie endgültige Toleranzen im Mikrometerbereich | Drahterodieren, Koordinatenschleifmaschinen |
Die Integration von legiertem Stahl mit hoher Härte in Folgeverbundwerkzeuge führt zu messbaren Verbesserungen der Gesamtproduktionseffizienz. Der unmittelbarste Vorteil ist die drastische Verlängerung der Wartungsintervalle. In hochvolumigen Stanzumgebungen müssen Standardstähle möglicherweise alle paar hunderttausend Schläge poliert oder ausgetauscht werden. Im Gegensatz dazu können Komponenten aus hochhartem legiertem Stahl Millionen von Zyklen überstehen, bevor sie Anzeichen von erheblichem Verschleiß zeigen, der sich direkt auf das Endergebnis auswirkt.
Die Auswahl der genauen Sorte hochharten legierten Stahls erfordert eine gründliche Analyse des Stanzvorgangs. Ingenieure müssen die Art des zu stanzenden Materials, die Dicke des Bandes, die Komplexität der Teilegeometrie und das erwartete Produktionsvolumen bewerten. Beim Stanzen von dickem, abrasivem Edelstahl wird beispielsweise ein Werkzeugstahl mit hohem Kohlenstoff- und Chromgehalt und hohem Vanadiumgehalt aufgrund seiner extremen Verschleißfestigkeit bevorzugt. Umgekehrt wird beim Formen komplizierter, zerbrechlicher Elemente in dünnen elektronischen Steckverbindern ein Material mit etwas geringerer Härte, aber höherer Schlagzähigkeit ausgewählt, um zu verhindern, dass empfindliche Stempelspitzen unter seitlichen Belastungen abbrechen.
Um die Leistungsgrenzen noch weiter zu verschieben, werden hochharte legierte Stahlkomponenten häufig fortschrittlichen Oberflächenbehandlungen unterzogen. Auf den fertigen Stahl können physikalische Gasphasenabscheidungsbeschichtungen wie Titannitrid oder Chromnitrid aufgetragen werden. Diese Beschichtungen reduzieren den Reibungskoeffizienten, verhindern Abrieb beim Stanzen von Aluminium und sorgen für eine zusätzliche Schicht Oberflächenhärte, wodurch die Lebensdauer der Matrizenkomponenten in den aggressivsten Stanzumgebungen effektiv vervielfacht wird.
Zusammenfassend lässt sich sagen, dass der Einsatz hochharter legierter Stähle bei der Folgefertigung ein entscheidender Faktor für die Erzielung einer hochvolumigen Präzisionsproduktion ist. Durch das Verständnis der Materialeigenschaften, die Einhaltung strenger Bearbeitungsprotokolle und die Auswahl der geeigneten Qualitäten für bestimmte Anwendungen können Hersteller Formen herstellen, die eine außergewöhnliche Langlebigkeit und Teilekonsistenz bieten. Da die Industrie weiterhin engere Toleranzen und höhere Produktionsgeschwindigkeiten verlangt, wird sich die Abhängigkeit von diesen fortschrittlichen legierten Stählen nur noch verstärken und ihre Rolle als Grundlage des modernen Präzisionsstanzens festigen.
Ein Akkupack, der im Feld ausfällt, versagt selten aufgrund der Zellen. In den meisten Fällen liegt die Ursache in einer nicht dichtenden Abdeckung, einem nicht ausgerichteten Flansch oder einem durch Vibrationen gerissenen Montageansatz. Stanzteile für Batterieabdeckungen sind die erste strukturelle und ökologische Schutzmaßnahme für jedes Elektrofahrzeug-, Industrie- und Energiespeicherbatteriesystem – und die Toleranzstandards, die sie erfüllen müssen, haben sich mit steigenden Packspannungen und Energiedichten deutlich verschärft.
In diesem Artikel werden die Materialien, Prozesse, Maßanforderungen und Anpassungsoptionen behandelt, die ein produktionsreifes Stanzteil für eine Batterieabdeckung ausmachen – und was bei der Qualifizierung eines Lieferanten überprüft werden muss.

Der Deckel eines Batteriegehäuses hat drei gleichzeitige Aufgaben. Strukturell muss es seine Geometrie unter den mechanischen Belastungen der Fahrzeugmontage, Straßenvibrationen und Temperaturwechseln beibehalten, ohne sich zu verformen oder Spannungen auf die darunter liegenden Zellen zu übertragen. Unter Umweltaspekten muss die Dichtigkeit gemäß IP67 oder IP68 erreicht und aufrechterhalten werden – das bedeutet, dass bei längerem Eintauchen kein Staub eindringt und kein Wasser eindringt. Funktionell muss es präzise mit dem Batteriegehäuse, dem Hochspannungsanschluss und allen im Packdesign integrierten Kühlkanälen harmonieren.
Die Erfüllung aller drei Anforderungen in einem einzigen gestanzten Bauteil – und nicht in einer maschinell bearbeiteten oder gegossenen Alternative – macht das Tiefziehstanzen zum bevorzugten Verfahren für die Massenproduktion von Batterien. Stempeln liefert einheitliche Abmessungen und enge Toleranzen (±0,01 mm – ±0,05 mm) bei Produktionsraten, mit denen Guss und Bearbeitung nicht mithalten können, und gleichzeitig die Kosten pro Teil niedrig genug zu halten, damit OEM-Lieferketten in großem Maßstab arbeiten können.
Die Wahl des Substratmaterials legt die Obergrenze für alle Leistungsmetriken fest, die die Abdeckung erreichen kann – Korrosionsbeständigkeit, Gewicht, Formbarkeit, Schweißbarkeit und Kosten. Drei Materialfamilien dominieren die Anwendungen für Batterieabdeckungen.
Kaltgewalzter Stahl bietet hohe Zugfestigkeit und hervorragende Formbarkeit bei niedrigen Rohstoffkosten. Es ist die Standardwahl für industrielle Batteriegehäuse und Energiespeichersysteme, bei denen das Gewicht eine untergeordnete Rolle spielt und die strukturelle Steifigkeit die Hauptanforderung ist. Oberflächenbehandlungen nach dem Stempeln – Verzinkung, E-Beschichtung oder Pulverbeschichtung – werden typischerweise angewendet, um die Korrosionsbeständigkeitsziele zu erreichen.
Aluminiumlegierungen, insbesondere die Sorten 3003 und 5052, sind das vorherrschende Material in Batterieabdeckungen für Elektrofahrzeuge, bei denen das Packgewicht einen direkten Einfluss auf die Reichweite des Fahrzeugs hat. Alloy 3003 bietet eine gute Formbarkeit und mäßige Festigkeit und eignet sich daher gut für Abdeckungsgeometrien mit flachem Tiefzug. Legierung 5052 bietet höhere Festigkeit und überlegene Korrosionsbeständigkeit, was für Abdeckungen bevorzugt wird, die Kondenswasser, Kühlmittel oder Straßenspritzern ausgesetzt sind. Beide Qualitäten lassen sich sauber tiefziehen und können für zusätzlichen Schutz eloxiert oder konvertiert werden.
Edelstahl ist für Anwendungen spezifiziert, die eine inhärente Korrosionsbeständigkeit ohne zusätzliche Oberflächenbehandlung erfordern – stationäre Energiespeichersysteme in feuchten Umgebungen, Schiffsbatteriesätze oder alle Anwendungen, bei denen die Beschichtungshaftung über die gesamte Produktlebensdauer nicht gewährleistet werden kann. Seine höhere Kaltverfestigungsrate erfordert sorgfältig konstruierte Werkzeuge, um eine Rückfederung zu verhindern und die Dimensionsstabilität nach dem Formen aufrechtzuerhalten.
Die meisten Batterieabdeckungen sind keine einfachen flachen Zuschnitte. Sie verfügen über vertiefte Dichtungskanäle, erhöhte Flansche, integrierte Vorsprünge und komplexe Konturen, die mehrstufige Folge- oder Transferprägesequenzen erfordern. Tiefziehen – das Ziehen eines flachen Metallblechs mithilfe eines Stempels und einer Matrize in eine dreidimensionale Form – ist der Kernvorgang, aber das fertige Bauteil durchläuft typischerweise zusätzliche Stationen zum Beschneiden, Lochen, Prägen und Bördeln, bevor es die Presse verlässt.
Die Prozesskontrolle an jeder Station bestimmt, ob das fertige Teil die Toleranzen einhält. Der Druck des Rohlingshalters steuert den Materialfluss und verhindert Faltenbildung. Bei unzureichendem Druck kann sich der Flansch verbiegen, bei übermäßigem Druck reißt der Flansch am Zugradius. Das Schmierungsmanagement beeinflusst den Oberflächenzustand – eine glatte Oberflächenbeschaffenheit von Ra ≤ 0,8μm ist auf Aluminium- und Stahlsubstraten erreichbar, wenn Werkzeuggeometrie und Schmierfilmdicke richtig aufeinander abgestimmt sind.
Eine absolute Grattoleranz ist für Batterieabdeckungen eine nicht verhandelbare Anforderung. Ein Grat an einer Dichtungsnut unterbricht die Kontaktfläche der Dichtung und schafft einen Leckpfad; Ein Grat an einer Innenkante kann in den Zellstapel wandern. Um in der Massenproduktion dauerhaft gratfreie Kanten zu erzielen, müssen die Werkzeuge auf enge Abstände eingestellt werden – typischerweise 5–8 % der Materialstärke bei Stahl, etwas größer bei Aluminium – und regelmäßige Werkzeuginspektionsintervalle, die auf das Produktionsvolumen abgestimmt sind.
IP67 erfordert, dass das Gehäuse dreißig Minuten lang einem Eintauchen in bis zu einem Meter tiefes Wasser standhält, ohne dass etwas eindringt. IP68 erweitert dies auf kontinuierliches Eintauchen in eine zwischen Hersteller und Endbenutzer vereinbarte Tiefe – üblicherweise 1,5 m für 30 Minuten bei Automobilanwendungen, obwohl OEMs von Elektrofahrzeugen häufig anspruchsvollere Bedingungen festlegen.
Das Erreichen dieser Werte mit einem gestanzten Deckel hängt von drei Faktoren ab: der Ebenheit des Dichtungsflansches, der Oberflächenbeschaffenheit der Nut oder Sicke, die die Dichtung berührt, und der Maßhaltigkeit des Schraubenlochmusters, das die Dichtung zusammendrückt. Schon eine Flanschebenheitsabweichung von 0,1 mm über eine lange Dichtungsstrecke reicht aus, um einen Spalt zu schaffen, in den unter Druck Wasser eindringen kann. Aus diesem Grund sind die Maßtoleranzen bei Dichtungsmerkmalen enger als bei Strukturmerkmalen – typischerweise ±0,01 mm bei der Nuttiefe und der Dichtungswulstbreite.
Unser Präzise Stanzteile für Automobil- und Elektrofahrzeugbatterien werden mit einer Dichtungsnutgeometrie hergestellt, die anhand der Spezifikationen des Dichtungslieferanten validiert wird, bevor die Produktionswerkzeuge fertiggestellt werden, wodurch die Druckverformungsrest- und Leckpfadrisiken beseitigt werden, die durch Nichtübereinstimmungen zwischen Nennmaß-Konstruktion und Nennmaß-Werkzeug entstehen.
Unser battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Die Teile verfügen über eine glatte Oberflächenbeschaffenheit (Ra ≤ 0,8 μm), ohne Grattoleranz und ohne Verformung, wodurch die Batteriekerne effektiv vor Staub, Feuchtigkeit und äußeren Einflüssen geschützt werden und gleichzeitig die Dichtheit IP67/IP68 erreicht wird. Sie unterstützen die nahtlose Integration in Batteriegehäuse und können mit integrierten Montagevorsprüngen, Dichtungsnuten, Löchern, Flanschen oder Biegestrukturen je nach spezifischen Installationsanforderungen angepasst werden, einschließlich Vorkehrungen für Hochspannungsanschlüsse und Kühlschnittstellen.
Mit ausgezeichneter struktureller Stabilität und Korrosionsbeständigkeit verbessern diese Stanzteile für Elektrofahrzeugbatterien die Gesamtsicherheit und Haltbarkeit von Batteriesystemen. Sie eignen sich für Massenproduktion (500.000 – 10 Mio. Teile/Jahr) , um Kosteneffizienz und zuverlässige Versorgung für Batterie-OEMs und -Hersteller sicherzustellen, unterstützt durch die Qualitätszertifizierung IATF 16949.
Keine zwei Akkupack-Designs haben eine identische Abdeckungsgeometrie. EV-Plattformen unterscheiden sich im Zellformat (zylindrisch, prismatisch, beutelförmig), in der Modulanordnung, in der Wärmemanagementarchitektur und in der Positionierung der Steckverbinder – und jede Variation überträgt sich als andere Kombination von Merkmalen auf das Abdeckungsdesign.
Die häufigsten Anpassungsanforderungen lassen sich in fünf Kategorien einteilen. Montagevorsprünge — Erhöhte Pads mit Gewinde- oder Durchgangslöchern — Positionieren Sie die Abdeckung am Batteriegehäuse und verteilen Sie die Klemmkraft von der Dichtungsschnittstelle weg. Dichtungsnuten müssen in Breite, Tiefe und Radius auf die Dichtungs- oder O-Ring-Spezifikation abgestimmt sein, wobei die Toleranzen eng genug sein müssen, um das angegebene Kompressionsverhältnis über den gesamten Produktionsbereich hinweg zu gewährleisten. Ausschnitte und Löcher für Anschlüsse, Entlüftungsöffnungen und Sensoren müssen relativ zum Dichtungsumfang mit der gleichen Genauigkeit positioniert werden wie die Passmerkmale der Abdeckung am Gehäuse. Flansche und Biegekonstruktionen Erhöhen Sie die Steifigkeit, erstellen Sie Positionierungsmerkmale für Baugruppen oder bilden Sie Befestigungspunkte für benachbarte Module. Kühlschnittstellen — Aussparungen oder Durchgangsöffnungen, die den Deckel mit einem Flüssigkeitskühlkreislauf verbinden — erfordern eine besonders genaue Maßkontrolle, um eine leckagefreie Verbindung mit Kühlverteilern sicherzustellen.
Alle diese Eigenschaften sind im Tiefzieh- und Folgestanzverfahren realisierbar. Die entscheidende Voraussetzung besteht darin, dass die Werkzeuge von Anfang an unter Berücksichtigung von Produktionstoleranzen und nicht von Nennmaßen entworfen werden – denn ein Merkmal, das in einem 3D-Modell geometrisch korrekt ist, aber auf den Nennwert ohne Prozessfähigkeitsspielraum bearbeitet wird, wird in dem Moment, in dem sich die Prozessbedingungen ändern, Ausschuss produzieren.
Unser Möglichkeiten zur Konstruktion von Tiefziehwerkzeugen für Automobile und Elektrofahrzeuge Stellen Sie sicher, dass jedes kundenspezifische Merkmal vom ersten Matrizenversuch an auf Produktionsstabilität ausgelegt ist, wodurch die Iterationszyklen zwischen der Prototypengenehmigung und dem Start der Massenproduktion verkürzt werden.
Batterie-OEMs und Tier-1-Zulieferer benötigen mehr als ein Teil, das eine Stichprobenprüfung besteht. Sie brauchen eine lieferfähige Lieferkette 500.000 bis 10 Millionen oder mehr Teile pro Jahr mit gleichbleibender Qualität, vorhersehbaren Durchlaufzeiten und einem Qualitätsmanagementsystem, das die Daten generiert, die zur Unterstützung von Kundenaudits und behördlichen Einreichungen erforderlich sind.
Die IATF 16949-Zertifizierung ist der grundlegende Qualitätsstandard für Automobillieferketten. Es schreibt vor, dass statistische Prozesskontrolle, Messsystemanalyse und Produktionsteilfreigabeprozesse vorhanden und dokumentiert sind – nicht nur beim Lieferantenstart, sondern kontinuierlich während des gesamten Produktionslaufs. Speziell für das Stanzen von Batterieabdeckungen bedeutet dies, dass kritische Abmessungen der Dichtungsmerkmale, der Flanschebenheit und der Lochposition anhand eines definierten Stichprobenplans für jede Produktionscharge gemessen werden, wobei die Ergebnisse als Trend ermittelt und anhand der Kontrollgrenzen überprüft werden.
Bei Produktionsvolumina von mehr als einigen Hunderttausend Teilen pro Jahr ist die Automatisierung des Stanzens für die Aufrechterhaltung der Konsistenz unerlässlich. Die Servopressentechnologie ermöglicht die Steuerung von Kraft und Position in jeder Phase des Hubs und gleicht Materialdickenschwankungen und Gesenkverschleiß auf eine Art und Weise aus, wie dies bei mechanischen Pressen mit fester Geschwindigkeit nicht möglich ist. Unser Stanzautomatisierungsausrüstung Integriert Pressensteuerung, In-Die-Sensierung und Teileinspektion, um die Maßhaltigkeit über lange Produktionsläufe hinweg aufrechtzuerhalten, ohne dass der Bediener mehr eingreifen muss.
Als Standarddokumentation für jeden Produktionsauftrag werden eingehende Materialzertifizierungen, Erstmusterprüfberichte, Dimensionsmessberichte und die Überprüfung der Oberflächenbeschaffenheit bereitgestellt. Dadurch erhalten Einkaufs- und Qualitätsteams die Rückverfolgbarkeitsaufzeichnungen, die sie zur Unterstützung ihrer eigenen Kundenverpflichtungen benötigen.
Der Lieferantenqualifizierungsprozess für Stanzteile für Batterieabdeckungen sollte über eine Musterprüfung hinausgehen. Dies sind die Bereiche, die darüber entscheiden, ob ein Lieferant die Qualität in großen Mengen aufrechterhalten kann und nicht nur akzeptable Muster produziert.
Werkzeugbesitz- und Wartungsprogramm. Bestätigen Sie, wer Eigentümer der Produktionswerkzeuge ist und wie lange die Wartungsintervalle für die Matrizen sind. Ein Lieferant, der die Wartung verzögert, um die Betriebszeit der Druckmaschine zu maximieren, wird irgendwann ohne Vorwarnung Teile produzieren, die außerhalb der Toleranz liegen.
Messmöglichkeit an Dichtungsmerkmalen. Fordern Sie Messgeräte-R&R-Daten zu den Messungen der Dichtungsnut und der Flanschebenheit an. Ein Messsystem mit mehr als 10 % Abweichung vom Toleranzband kann konforme von nicht konformen Teilen nicht zuverlässig unterscheiden.
Materialrückverfolgbarkeit. Aluminium und Stahl in Batteriequalität müssen anhand des Werkszertifikats rückverfolgbar sein. Für IATF-zertifizierte Lieferketten ist dies verpflichtend; Für nicht-automobile Anwendungen ist dies immer noch die einzige Möglichkeit, zu überprüfen, ob das Material der angegebenen Legierung und Härte entspricht.
Übergangsprozess vom Prototyp zur Produktion. Ein Lieferant mit einem dokumentierten APQP-Prozess (Advanced Product Quality Planning) identifiziert potenzielle Prozessfehler, bevor Produktionswerkzeuge gekürzt werden. Dadurch verringert sich das Risiko einer Verzögerung bei der Markteinführung, die durch ein Design-for-Manufacturing-Problem verursacht wird, das in der Zeichnung sichtbar, aber nie eskaliert war.
Für Batterie-OEMs und -Hersteller, die Stanzpartner bewerten, unsere Entwicklung und Qualifizierung von kundenspezifischen Stempeln sind genau auf diese Anforderungen ausgerichtet – von der ersten DFM-Überprüfung über die PPAP-Einreichung bis hin zur stationären Produktion.
Ein Kühlschrank läuft ein Jahrzehnt ohne Scharnierdefekt. Eine Waschmaschinentrommel dreht sich Zehntausende Mal, ohne die Ausrichtung zu verlieren. Eine Klimaanlagenhalterung hält ihrer Belastung auch nach Jahren der Vibration und Wärmeausdehnung stand. Nichts davon geschieht zufällig. Hinter jedem dieser Ergebnisse steckt ein Metallstanzteil, das mit Toleranzen bearbeitet wurde, an die die meisten Menschen nie denken – bis etwas schief geht.
Hersteller von Haushaltsgeräten stehen unter ständigem Druck: engere Montagetoleranzen, längere Garantieverpflichtungen und Lieferketten, die keinen Raum für Nacharbeiten lassen. Bei den gestanzten Metallkomponenten, die das strukturelle und funktionale Rückgrat dieser Produkte bilden – Halterungen, Chassisplatten, Motorhalterungen, Verbindungsstücke – wirkt dieser Druck zuerst. Ein Teil, das 0,1 mm außerhalb der Spezifikation liegt, passt nicht nur schlecht; es kann die gesamte Montagelinie gefährden.
In diesem Artikel werden die wichtigsten Metallstanzteile aufgeschlüsselt, die in den wichtigsten Gerätekategorien verwendet werden, wie sich die Materialauswahl auf die Leistung auswirkt, was Präzisionsstandards in der Praxis tatsächlich bedeuten und warum die Beziehung zwischen Matrizendesign und Teilequalität nicht getrennt werden kann.
Jede Gerätekategorie stellt unterschiedliche Anforderungen an ihre Stanzteile. Wenn Gerätehersteller wissen, was diese Teile tatsächlich tun – und nicht nur, wie sie heißen –, können sie korrekte Spezifizierungen vornehmen und kostspielige Neukonstruktionen nachträglich vermeiden.
Kühlschrank-Stanzteile umfassen ein breites Funktionsspektrum. Regalhalterungen müssen variable Lasten ohne Durchbiegung tragen, was eine gleichmäßige Ebenheit und eine enge Lochpositionierung erfordert. Türscharniere unterliegen wiederholten Belastungswechseln und benötigen Oberflächenbehandlungen, die sowohl Korrosion als auch Verschleiß widerstehen. Kompressorlager übertragen kontinuierlich Vibrationen und erfordern eine hohe Maßgenauigkeit, damit sie ohne Unterlegscheiben oder Justierungen montiert werden können. Innenauskleidungsrahmen und hintere Rückplatten sind typischerweise große, dünne Stanzteile, bei denen die Verformungstoleranz für eine ordnungsgemäße Abdichtung von entscheidender Bedeutung ist.
Trommeltragkonstruktionen und Wannenaußenhalterungen in Waschmaschinen gehören zu den mechanisch anspruchsvollsten Stanzteilen in der Gerätekategorie. Sie müssen unter dynamischer Belastung – nicht nur unter statischem Gewicht – ihre Formstabilität bewahren und über Jahre hinweg Ermüdungserscheinungen bei Hochgeschwindigkeitsschleudern standhalten. Im Gegensatz dazu sind Paneelgehäuse und Türrahmen in erster Linie struktureller und kosmetischer Natur, erfordern jedoch eine gleichbleibende Kantenqualität und Ebenheit, um eine saubere Montage mit Kunststoffverkleidungskomponenten zu ermöglichen.
Zu den Stanzteilen für Klimaanlagen gehören Kühlrippen, Luftkanalhalterungen und Gehäuseplatten für Innen- und Außengeräte. Rippenstanzungen erfordern eine extreme Konstanz in Bezug auf Abstand und Tiefe – Variationen wirken sich direkt auf die Effizienz der Wärmeübertragung aus. Halterungen für Außengeräte müssen strukturellen Belastungen standhalten und gleichzeitig atmosphärischer Korrosion standhalten. Daher ist die Wahl des Materials und der Oberflächenbehandlung besonders wichtig.
Bei Mikrowellenkomponenten handelt es sich um eine Kombination aus strukturellen Prägungen (Chassis, Türrahmen, Bedienfeldgehäuse) und funktionskritischen Teilen wie Wellenleiterabdeckungen und Magnetronhalterungen, bei denen die Maßhaltigkeit die elektromagnetische Leistung ebenso beeinflusst wie die mechanische Passform. Das gesamte Sortiment an gestanzten Komponenten in diesen Kategorien finden Sie in unserem Komplettes Angebot an Präzisionsstanzteilen . Geräte mit integrierten elektronischen Steuerungssystemen – darunter Inverter-Klimaanlagen und intelligente Kühlschränke – erfordern ebenfalls Elektronische Stanzteile für Gerätesteuerungs- und Schaltkreisgehäusebaugruppen .
Die Materialwahl für Stanzteile von Haushaltsgeräten ist nicht nur eine Kostenentscheidung. Jedes Material bringt spezifische mechanische Eigenschaften und Oberflächeneigenschaften mit, die bestimmen, wo es verwendet werden kann und wo nicht. Dies in der Entwurfsphase falsch zu machen, ist weitaus teurer, als es gleich im Vorfeld richtig zu machen.
| Material | Schlüsseleigenschaften | Typische Anwendungen | Überlegungen |
|---|---|---|---|
| Edelstahl | Hohe Festigkeit, hervorragende Korrosionsbeständigkeit, langlebige Oberfläche | Türverkleidungen, Strukturhalterungen, Motorhalterungen, Scharniere | Höherer Werkzeugverschleiß; erfordert härtere Matrizenmaterialien |
| Verzinktes Blech | Gute Korrosionsbeständigkeit, kostengünstig, schweißbar | Chassisplatten, Rückplatten, innere Strukturrahmen | Die Beschichtung kann enge Passungen beeinträchtigen; Kantenbehandlung erforderlich |
| Aluminiumlegierung | Leicht, gute Wärmeleitfähigkeit, natürliche Korrosionsbeständigkeit | Kühlkörper, Luftkanalkomponenten, Rippenstanzteile | Geringere Festigkeit als Stahl; Die Rückfederung muss bei der Werkzeugkonstruktion berücksichtigt werden |
Edelstahl ist die Standardwahl überall dort, wo Korrosionsbeständigkeit und Oberflächenerscheinung wichtig sind – freiliegende Halterungen, Türstrukturen und alle Komponenten, die im fertigen Produkt sichtbar sind. Verzinktes Blech dominiert die internen Strukturanwendungen, bei denen die Kosteneffizienz im Vordergrund steht und das Teil durch das Gerätegehäuse geschützt wird. Aluminium ist überall dort die klare Wahl, wo Gewicht und thermische Leistung die Designtreiber sind, insbesondere bei HLK- und Kühlkomponenten, bei denen die Wärmeübertragung eine funktionelle Anforderung und nicht nur ein Nebeneffekt ist.
Das Material bestimmt auch das Matrizendesign. Das Rückfederungsverhalten von Aluminium, die Kaltverfestigungsrate von rostfreiem Stahl und die Beschichtungsdicke von verzinktem Blech wirken sich alle darauf aus, wie eine Matrize konstruiert sein muss, um ein maßgenaues Teil herzustellen. Aus diesem Grund müssen Materialauswahl und Werkzeugdesign gemeinsam und nicht nacheinander betrachtet werden.
Hersteller von Haushaltsgeräten arbeiten in der Regel an Montagelinien, an denen Komponenten von mehreren Lieferanten mit minimalen Anpassungen zusammenpassen müssen. Dies stellt konkrete, konkrete Anforderungen an die Prägegenauigkeit dar – nicht nur allgemeine Aussagen über „hohe Präzision“.
Kritische Passmerkmale – Lochpositionen, Kantenabstände, Flanschhöhen – werden je nach Funktion typischerweise auf Toleranzen im Bereich von ±0,05 mm bis ±0,2 mm gehalten. Motormontagelöcher erfordern beispielsweise engere Toleranzen als Gehäuseausschnitte, da sich eine Fehlausrichtung direkt in Vibrationen und Geräuschen im fertigen Gerät niederschlägt. Teile, die von Charge zu Charge mit inkonsistenten Toleranzen hergestellt werden, verursachen die schwierigsten Probleme: Montagelinien, die auf eine Charge kalibriert sind, fallen aus, wenn die nächste leicht außerhalb der Spezifikation liegt.
Flache Stanzteile sind nicht automatisch flach. Restspannungen aus dem Stanzprozess können zu Verformungen führen, insbesondere bei dünnen, großformatigen Teilen wie Chassisplatten und Rückplatten auf der Rückseite. Die Ebenheit wird anhand definierter Toleranzen geprüft und Teile außerhalb dieser Toleranzen werden zurückgewiesen – nicht, weil sie falsch aussehen, sondern weil sie das ordnungsgemäße Zusammenpassen mit benachbarten Komponenten oder Dichtungen verhindern.
Für Haushaltsgeräte gilt eine jahrelange Garantie, und es wird erwartet, dass sie länger halten. Korrosion an Bauteilen – insbesondere in Waschmaschinen und Kühlschränken, in denen Feuchtigkeit vorhanden ist – kann sowohl die Funktion als auch die Sicherheit beeinträchtigen. Qualitätsprüfungen der Korrosionsbeständigkeit sind keine Formsache; Sie sind ein direkter Test dafür, ob die Materialspezifikation und Oberflächenbehandlung während der Produktion korrekt angewendet und beibehalten wurde.
Die häufigste Ursache für Maßabweichungen bei gestanzten Geräteteilen ist nicht die Presse, sondern die Lücke zwischen demjenigen, der die Form entworfen hat, und demjenigen, der die Produktion leitet. Wenn Matrizendesign und Stanzen von unterschiedlichen Organisationen übernommen werden, sind Probleme an der Grenze unvermeidlich: Matrizen, die genaue Erstmuster produzieren, sich aber über Produktionsläufe hinweg verschieben, Werkzeuge, die nicht für das tatsächlich verwendete Material entwickelt wurden, oder Rückfederungskompensation, die eher geschätzt als konstruiert wurde.
Durch die Integration von Werkzeugkonstruktion und Stanzproduktion unter einem Dach wird diese Lücke geschlossen. Ingenieure, die die Werkzeuge entwerfen, sind für die daraus hergestellten Teile verantwortlich. Rückmeldungen aus der Produktion fließen direkt in Entscheidungen zur Werkzeugwartung und -korrektur ein. Das Ergebnis ist eine engere Teil-zu-Teil-Konsistenz über lange Produktionsläufe hinweg – das ist genau das, was Gerätemontagelinien erfordern.
Shuangqisi Mold bietet diese Integration standardmäßig an. Mit hauseigenen Präzisions-Drahterodiergeräten mit einer Bearbeitungsgenauigkeit von ±0,002 mm, kombinierten Werkzeugkonstruktions- und Fertigungskapazitäten und der direkten Produktion von Stanzteilen auf denselben Werkzeugen wird der gesamte Prozess vom ersten Entwurf bis zum fertigen Teil in einem einzigen Arbeitsgang gesteuert und optimiert. Für Gerätehersteller, die Stanzlieferanten bewerten, ist dies eine der aussagekräftigsten Fragen zur Leistungsfähigkeit. Erfahren Sie mehr über unsere Individuelles Design und Herstellung von Stanzwerkzeugen für die Massenproduktion .
Keine zwei Geräteprogramme sind identisch. Die Geometrie der Motorhalterung ändert sich zwischen den Produktgenerationen. Eine neue Kühlschrankplattform erfordert einen anderen Innenauskleidungsrahmen. Bei der Neugestaltung der Klimaanlage wurde zur Gewichtsreduzierung von verzinktem auf Aluminium umgestellt. Jede Änderung erfordert Werkzeuge, die für die neue Spezifikation entwickelt wurden – und nicht von etwas Ähnlichem übernommen wurden.
Shuangqisi Mould liefert kundenspezifische OEM-Metallstanzteile für Haushaltsgerätehersteller und umfasst Stanzteile aus Edelstahl, verzinktem Blech und Aluminiumlegierungen für das gesamte Spektrum an Struktur- und Funktionskomponenten. Von der ersten Zeichnungsüberprüfung und dem Matrizendesign bis hin zur Erstartikelvalidierung und Massenproduktion arbeitet unser Team nach den Maß- und Oberflächenqualitätsstandards, die die Montagelinien für Geräte erfordern.
Wenn Sie Metallstanzteile für Kühlschränke, Waschmaschinen, Klimaanlagen oder Mikrowellenherde beziehen, kontaktieren Sie uns für eine technische Bewertung und ein Angebot. Wir freuen uns sowohl über neue Programmanfragen als auch über Second-Source-Bewertungen für bestehende Teile.
Eine Autotürverkleidung muss bündig passen und gut aussehen. Ein gestanzter Sitzrahmen muss wesentlich mehr leisten: Er muss das statische Gewicht eines Insassen über Hunderttausende Zyklen hinweg tragen, die dynamischen Kräfte von starkem Bremsen und unebenen Straßen absorbieren und seine Geometrie präzise genug halten, damit die Sicherheitsgurtverankerung, der Liegemechanismus und die Gleitschiene alle richtig zusammengebaut werden und funktionieren. Diese Kombination aus Struktur-, Ermüdungs- und Dimensionsanforderungen macht es möglich Stanzteile für Autositze gehört zu den anspruchsvollsten Bauteilen, die ein Präzisions-Metallstanzer herstellen kann – und ist ein klarer Indikator für die technische Tiefe eines Herstellers.
In diesem Artikel werden die fünf technischen Dimensionen untersucht, die bestimmen, ob die Stanzung eines Sitzrahmens während der gesamten Lebensdauer des Fahrzeugs zuverlässig funktioniert: Toleranzanforderungen, Materialauswahl, Fürmpräzision, Belastungsleistung und Kompatibilität mit mehreren Fahrzeugen.

Stanzteile von Karosserieteilen werden in erster Linie anhand des Aussehens der Oberfläche und der Passform bewertet. Es ist ein um 0,5 mm zu breiter Spalt sichtbar; Ein um 0,3 mm zu enger Spalt führt zu einer Montagebehinderung. Beides ist inakzeptabel, aber beides stellt kein Sicherheitsproblem dar. Stanzteile von Sitzrahmen unterliegen einem grundlegend anderen Versagensmodus: Maßfehler in einer Strukturkomponente führen zu verringerter Belastbarkeit, falsch ausgerichteten sicherheitskritischen Schnittstellen und vorzeitiger Ermüdungsrissbildung.
Denken Sie an die Montagehalterung für den Liegemechanismus. Die Bolzenlöcher müssen auf Bruchteile eines Millimeters genau positioniert sein, um sicherzustellen, dass der Liegesessel über den gesamten Verstellbereich gleichmäßig in die Verriegelungszähne einrastet. Ein verschobenes Lochmuster führt zu einer exzentrischen Belastung des Verriegelungsmechanismus – was nicht sofort sichtbar ist, sich aber im Laufe der Lebensdauer des Sitzes zunehmend verringert. Die gleiche Logik gilt für die Befestigungspunkte der Gleitschienen, die die Last des Insassen symmetrisch auf beide Schienen verteilen müssen; Jede Asymmetrie konzentriert die Belastung auf eine Befestigung und beschleunigt Verschleiß oder Ermüdungsversagen.
Der Toleranzstandard für Prägeteile für Automobilsitze, hergestellt nach Automobilsicherheitsstandards ist daher strenger als allgemeine Karosserieprägungen – und wird nicht nur bei der Erstmusterprüfung, sondern über alle Produktionsläufe hinweg durchgesetzt, da Unterschiede zwischen frühen und späten Produktionsteilen den Durchsatz der Montagelinie und die Einstellzeit am Ende der Linie beeinflussen.
Bei der Materialentscheidung für Sitzrahmenstanzungen handelt es sich nicht um eine einzelne Entscheidung, die auf den gesamten Sitz angewendet wird – es handelt sich um eine Optimierung für jede einzelne Komponente, die Festigkeitsanforderungen, Formungskomplexität, Gewichtsziele und Kosten in Einklang bringt.
Hochfester Stahl bleibt das dominierende Material für strukturelle Sitzrahmenkomponenten. Fortschrittliche hochfeste Stähle (AHSS) mit Zugfestigkeiten von 600–1.500 MPa bieten die Streckgrenze, die für Liegehalterungen, Sitzschalenverstärkungen und Sitzlehnenrahmen erforderlich ist, um der in den Sicherheitsnormen für Automobilsitze festgelegten Rückdrehkraft von 530 Nm ohne bleibende Verformung standzuhalten. Die hohe Steifigkeit des Materials widersteht auch den Biegemomenten, die entstehen, wenn die Gurtlasten bei einem Frontalaufprall über den Sitzrahmen übertragen werden. Der Nachteil besteht darin, dass hochfeste Stähle leistungsfähigere Werkzeuge erfordern – höhere Presskraft, präzise Matrizenmaterialien und sorgfältiges Management der Blechhalterkraft –, da ihre geringere Duktilität im Vergleich zu Weichstahl weniger Spielraum für Formungsfehler lässt, bevor es zu Rissen kommt.
Aluminiumlegierung wird zunehmend für Sitzkomponenten spezifiziert, bei denen Gewichtsreduzierung Priorität hat, insbesondere bei Elektrofahrzeugen, wo die Reichweiteneffizienz die höheren Material- und Werkzeugkosten rechtfertigt. Durch Stanzteile von Sitzrahmen aus Aluminium kann das Gewicht der Komponenten im Vergleich zu Stahläquivalenten um 30–40 % reduziert werden. Die Herausforderung besteht darin, dass die geringere Streckgrenze von Aluminium typischerweise dickere Abschnitte oder Konstruktionsverstärkungen erfordert, um eine gleichwertige strukturelle Leistung zu erreichen – was den Gewichtsvorteil teilweise zunichte macht. Die größere Rückfederung beim Formen erfordert außerdem eine präzisere Matrizenkompensation und eine genauere Prozesskontrolle, um die Maßhaltigkeit aufrechtzuerhalten.
In der Praxis kombinieren Sitzbaugruppen oft beides: hochfesten Stahl für primäre Lastpfade (Rückenrahmen, Liegenhalterung, Sicherheitsgurtverankerungsverstärkung) und Aluminiumlegierung für sekundäre Strukturen, bei denen die Gewichtsreduzierung einen klaren Vorteil hat und die Spitzenlasten geringer sind (Kissenseitenelemente, Kopfstützenführungshalterungen).
Die mechanischen Eigenschaften eines gestanzten Sitzrahmenteils werden teilweise durch das Rohmaterial und teilweise durch den Stanzprozess selbst bestimmt. Eine Matrize, die eine inkonsistente Wandstärke erzeugt – durch ungleichmäßige Blechhalterkraft, abgenutzte Stempelradien oder ungenaues Spiel zwischen Stempel und Matrize – führt zu einer lokalen Verdünnung des gestanzten Teils. Diese dünnen Zonen werden zu Spannungskonzentrationen: die ersten Stellen, die bei statischer Überlastung nachgeben, und die Ausgangspunkte für Ermüdungsrisse bei zyklischer Belastung.
Dies ist die direkte mechanische Verbindung zwischen Präzision der Matrize und Belastbarkeit der Sitzprägung . Eine Matrize, die auf ihren kritischen Formflächen mit einer Genauigkeit von 0,002 mm bearbeitet wird, erzeugt Teile mit gleichmäßiger Wandstärke über die gesamte Ziehtiefe. Die Insassenlast wird gleichmäßig über den Abschnitt verteilt, die Arbeitsbelastungen bleiben deutlich unter der Ermüdungsgrenze des Materials und das Teil erreicht seine geplante Lebensdauer. Eine Matrize mit verschlissenen oder ungenau bearbeiteten Radien erzeugt Teile, bei denen die Ausdünnung konzentriert ist, die lokalen Spannungen erhöht sind und die Ermüdungslebensdauer verkürzt ist – oft ohne dass bei einer Routineprüfung eine Maßabweichung erkennbar ist.
Die Kantenqualität hat die gleiche Bedeutung. Grate und Mikrorisse an gestanzten Kanten, die von stumpfen oder schlecht eingepassten Werkzeugen herrühren, dienen als Entstehungsstellen für Risse. Unter der zyklischen Belastung beim normalen Fahren – Straßenvibrationen, Sitzverstellzyklen, Ein- und Aussteigen von Passagieren – breiten sich diese Kantenfehler zu Ermüdungsrissen im Grundmaterial aus. Glatte, gut unterstützte Scherkanten, die mit Präzisionswerkzeugen hergestellt werden, verhindern diese Fehlerart.
For Tiefziehwerkzeuge für Sitzrahmenkomponenten im Automobil- und Elektrofahrzeugbereich Daher ist die Design- und Fertigungsqualität der Werkzeuge nicht von der strukturellen Leistung der hergestellten Teile zu trennen.
Stanzteile von Sitzrahmen unterliegen drei verschiedenen Belastungskategorien, die jeweils unterschiedliche Auswirkungen auf Design und Materialspezifikation haben.
Statische Belastungen stellen das anhaltende Gewicht des Insassen dar – typischerweise 75–100 kg für einen einzelnen Insassen, das kontinuierlich über das Sitzkissen und die Rückenlehne wirkt. Diese Belastungen bestimmen die Mindestquerschnittsfläche und die Materialstreckgrenze, die erforderlich sind, um eine bleibende Verformung während des normalen Gebrauchs zu verhindern. Die statische Belastungsleistung lässt sich leicht testen und verifizieren, und die meisten Sitzprägefehler, die auf „statische Überlastung“ zurückzuführen sind, sind tatsächlich Ermüdungsfehler, die sich über einen längeren Zeitraum beschleunigt haben, bevor sichtbare Verformungen auftreten.
Dynamische Belastungen entstehen durch Fahrzeugbeschleunigung, Bremsen, Kurvenfahrten und Fahrbahnunebenheiten. Bei starkem Bremsen mit einer Verzögerung von 1 g erzeugt die Vorwärtsträgheit eines 75 kg schweren Insassen eine Belastung von etwa 750 N durch die Rückenlehne und in den Neigungsmechanismus und die Prägungen des Rückenlehnenrahmens. Auf unebenen Straßenoberflächen sind Vertikalbeschleunigungen von 2–3 g möglich, wobei der Sitzrahmen über die Lebensdauer des Fahrzeugs Tausende von Stunden lang mit Frequenzen von 1–20 Hz betrieben wird. Vibrationsfestigkeit – die Fähigkeit der gestanzten Struktur, ihre Geometrie und mechanischen Eigenschaften unter dieser zyklischen Belastung beizubehalten – ist eine Leistungsdimension, die bei anfänglichen Entwurfsüberprüfungen häufig unterschätzt wird, aber bei langfristigen Haltbarkeitstests sichtbar wird.
Absturzlasten stellen den Worst-Case-Zustand dar. Bei einem Frontalaufprall mit 50 km/h und angelegtem Sicherheitsgurt muss der Sitzrahmen die kinetische Energie des Insassen in die Fahrzeugstruktur übertragen, ohne zu brechen oder eine Sitzverschiebung zuzulassen, die den Insassen verletzen könnte. Diese Belastungen sind um eine Größenordnung höher als die dynamischen Fahrbelastungen, und die Stanzteile im Sicherheitsgurtanker, im Rückenrahmen und im Gleitschienenverriegelungsmechanismus liegen alle im primären Lastpfad.
Die gleichzeitige Erfüllung aller drei Belastungskategorien erfordert, dass der Stanzprozess sowohl Maßhaltigkeit als auch konsistente mechanische Eigenschaften liefert – weshalb die Rückverfolgbarkeit des Materials und die Überwachung der Dicke während des Prozesses Standardanforderungen in der Lieferkette von Automobilsitzkomponenten sind.
Ein einziger Anbieter von Sitzprägungen beliefert selten eine einzige Fahrzeugplattform. OEM-Kunden und Tier-1-Sitzhersteller beziehen gestanzte Komponenten, die zu mehreren Fahrzeuglinien passen müssen, oft mit unterschiedlichen Abmessungen, Montagekonfigurationen und Sicherheitslastanforderungen. Die Bewältigung dieser Multiplattform-Komplexität ohne steigende Werkzeugkosten ist eine der Kernkompetenzen, die leistungsfähige Stanzanbieter von Standardverarbeitern unterscheidet.
Die Grundlage der Kompatibilität mit mehreren Fahrzeugen ist die Maßgenauigkeit auf der Ebene der einzelnen Merkmale – nicht nur der Gesamtteilgeometrie. Lochpositionstoleranzen von ±0,15 mm oder enger bei den Montage- und Positionierungsmerkmalen stellen sicher, dass das gleiche Stanzteil korrekt in verschiedene Sitzrahmenarchitekturen eingebaut werden kann, ohne dass manuelle Anpassungen oder Nacharbeiten erforderlich sind. Dieses Maß an Genauigkeit ist nur erreichbar, wenn die Matrize mit geeigneten Bezugspunkten entworfen, mit engen Merkmalstoleranzen bearbeitet und vor Produktionsbeginn mit einer vollständigen Erstmusterprüfung anhand des CAD-Modells des Kunden validiert wird.
In diesem Zusammenhang stellt die kundenspezifische Formgestaltung keine Gemeinkosten dar – sie ist der Mechanismus, durch den Maßgenauigkeit und Kompatibilität mit mehreren Fahrzeugen erreicht werden. Eine Matrize, die speziell für die Geometrie eines Teils entwickelt wurde und deren Merkmalspositionen und -abstände auf die Formungsanforderungen des Teils abgestimmt sind, sorgt stets dafür, dass Teile korrekt zusammengebaut werden. Eine generische oder modifizierte Matrize muss fortlaufend sortiert, abgeglichen oder angepasst werden, um eine akzeptable dimensionale Ausgabe beizubehalten.
Die Komplettes Sortiment an Stanzteilen für die Automobilindustrie bei SQS wird aus selbst entwickelten und hergestellten Werkzeugen hergestellt, wodurch sichergestellt wird, dass die Maßanforderungen der Fahrzeugplattform jedes Kunden von Anfang an in die Werkzeuge integriert werden und nicht in der Produktion kompensiert werden.
Die conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. betreibt beide Funktionen unter einem Dach. Das gleiche Ingenieursteam, das die Stanzform für eine Sitzrahmenkomponente entwirft, betreibt auch die Presse, die die Teile produziert. Wenn in der Produktion eine Maßabweichung auftritt – was im Laufe der Lebensdauer einer Matrize durch allmählichen Verschleiß der Fall ist – ist die Reaktion eher eine fundierte Matrizenkorrektur als eine Prozessumgehung. Das Ergebnis ist eine konsistentere Teilequalität über den gesamten Produktionslauf und ein schnellerer Weg zur Ursache, wenn Abweichungen auftreten.
Die Fertigungsinfrastruktur von SQS unterstützt diese Integration mit der Präzision, die das Stanzen von Automobilsitzen erfordert. Drahterodiermaschinen aus Japan erreichen eine Bearbeitungsgenauigkeit von 0,002 mm bei den Formmerkmalen und stellen so sicher, dass die Formflächen, die Wandstärke, Kantenqualität und Lochposition bestimmen, den Toleranzen entsprechen, die das Teiledesign erfordert. Eine Pressenflotte mit 80T bis 400T deckt das gesamte Spektrum an Sitzrahmen-Stanzgeometrien ab, von kleinen Halterungskomponenten bis hin zu kompletten Rückenrahmenstrukturen. Mit über 15 Jahren Erfahrung in der Betreuung von OEM-Kunden und Tier-1-Automobilzulieferern und einem Team von 60 technischen Mitarbeitern, die sich der Werkzeugkonstruktion, Fertigung und Qualitätssicherung widmen, bietet SQS die technische Tiefe, die Stanzprogramme für Sitzrahmen erfordern.
Für OEM-Lieferanfragen, die Entwicklung kundenspezifischer Matrizen oder die Überprüfung technischer Spezifikationen wenden Sie sich direkt an SQS.
Zwei Fehlerarten begleiten jeden Tiefziehvorgang: Faltenbildung und Rissbildung. Sie befinden sich auf gegenüberliegenden Seiten desselben Prozessfensters, und jede Parameteranpassung, die Sie von einem wegbewegt, bewegt Sie hin zu dem anderen. Das Ziehverhältnis und die Kraft des Blechhalters sind die beiden Hebel, die bestimmen, wo sich das Fenster befindet und wie breit es ist. Zu verstehen, wie sie interagieren – und warum – ist die Grundlage der Fehlervermeidung beim Tiefziehen.
Das Ziehverhältnis (DR) ist das Verhältnis des Rohlingsdurchmessers zum Stempeldurchmesser. Für einen 200-mm-Rohling, der über einen 100-mm-Stempel gezogen wird, beträgt das Ziehverhältnis 2,0. Diese Zahl beschreibt, wie stark sich der Rohling in Umfangsrichtung zusammenziehen muss, um sich von einem flachen Kreis in eine Tasse zu verwandeln – und wie viel Druckspannung der Flansch daher während des Ziehhubs tragen muss.
Das Grenzziehverhältnis (LDR) ist das maximale Ziehverhältnis, das ein bestimmtes Material in einem einzelnen Ziehdurchgang aushalten kann, ohne dass die Becherwand in der Nähe der Stempelnase bricht. Bei den meisten kohlenstoffarmen Stählen mit günstigen r-Werten liegt der LDR zwischen 2,0 und 2,3. Bei Aluminiumlegierungen liegt er typischerweise bei 1,8 bis 2,0. Bei rostfreien Stählen liegt sie je nach Güte und Härte zwischen 1,9 und 2,2.
Der LDR ist keine feste Materialkonstante – er verschiebt sich mit den Prozessbedingungen. Eine bessere Schmierung erhöht den LDR durch Reduzierung der reibungsbedingten Wandspannung. Ein größerer Matrizeneintrittsradius erhöht ihn, indem der Biegewiderstand an der Matrizenlippe verringert wird. Eine höhere Kraft des Niederhalters senkt ihn, indem die Reibungslast erhöht wird, die auch die Becherwand tragen muss. Die praktische Implikation besteht darin, dass es sich bei der LDR um eine Systemeigenschaft und nicht nur um eine Materialeigenschaft handelt und sie im Kontext des gesamten Werkzeug- und Prozessdesigns bewertet werden muss.
| Material | Typischer LDR-Bereich | Wichtigster Einflussfaktor |
|---|---|---|
| IF-Stahl (hoher r-Wert) | 2.1 – 2.3 | Hohe normale Anisotropie (r̄ > 1,5) |
| Kohlenstoffarmer Stahl (DC01/DC04) | 1.9 – 2.2 | Standard-Umformsorte |
| Edelstahl (304) | 1.9 – 2.1 | Schnelle Kaltverfestigung |
| Aluminium (Serie 1xxx/3xxx) | 1,8 – 2,0 | Niedriger r-Wert (<1,0) |
| Kupfer / Messing | 2,0 – 2,2 | Hohe Duktilität, moderater r-Wert |
Wenn das Ziehverhältnis den LDR überschreitet, kann die Becherwand nicht die Kraft übertragen, die erforderlich ist, um das verbleibende Flanschmaterial in die Matrize zu ziehen, ohne zu reißen. Der Bruch beginnt typischerweise am Stanznasenradius – dem Punkt der maximalen Wandverdünnung – und breitet sich schnell über den Umfang aus. In der Produktion erscheint dies als sauberer Riss an der Basis der Becherwand, der oft als „Durchschlagsfehler“ bezeichnet wird.
Der Ausweg aus diesem Fehlermodus besteht nicht immer darin, die Rohlingsgröße zu reduzieren. Manchmal kann eine Verbesserung der Schmierung, eine Vergrößerung des Matrizeneintrittsradius oder eine Verringerung der Bindekraft (innerhalb der Faltengrenzen) den effektiven LDR so weit erhöhen, dass die vorhandene Rohlingsgröße in Reichweite kommt. Wenn keine dieser Anpassungen ausreicht, ist eine mehrstufige Zugreduzierung die richtige technische Antwort. Die Mehrstufige Tiefzieh-Matrizensysteme für die Produktion von Komponenten für Elektrofahrzeuge im Automobilbereich sind speziell darauf ausgelegt, die Ziehungsverhältnisse über Stationen hinweg zu sequenzieren, sodass sich kein einzelner Vorgang der LDR-Grenze nähert.
Die Rohlingshalterkraft (BHF) – auch Bindekraft oder Rohlingshaltedruck genannt – ist die Klemmkraft, die während des gesamten Ziehhubs auf den Flansch des Rohlings ausgeübt wird. Seine Aufgabe besteht darin, zu verhindern, dass der Flansch unter Umfangsdruckspannung knickt, was die Hauptursache für Faltenbildung ist. Allerdings erhöht BHF auch die Reibung, die der Rohling überwinden muss, wenn er nach innen gleitet, was die Zugspannung in der Becherwand erhöht und bei zu hoher Einstellung zu Rissen führen kann.
Dies ist die zentrale Spannung bei der Konstruktion von Niederhaltern: Zu wenig Kraft erzeugt Falten; Zu viel führt zu Rissen. Der korrekte Wert liegt zwischen diesen beiden Grenzen, und die Lücke dazwischen – das Prozessfenster – wird kleiner, wenn das Ziehverhältnis steigt, die Materialdicke abnimmt oder sich die Schmierqualität verschlechtert.
Eine häufig verwendete Näherung für den anfänglichen Blechhalterdruck ist 1,5 % der Streckgrenze des Materials , aufgetragen über die Kontaktfläche zwischen Blechhalter und Flansch. Beim ersten Ziehen eines zylindrischen Bechers kann der Gesamt-BHF ebenfalls auf etwa 25 % der Ziehkraft geschätzt werden. Dies sind Ausgangspunkte; Tatsächliche Produktionseinstellungen erfordern eine Überprüfung durch Ausprobieren und Anpassungen basierend auf dem Teilezustand. Das Vorhandensein von Falten weist auf die Notwendigkeit eines höheren BHF hin, während Wandbrüche auf die Notwendigkeit eines niedrigeren BHF oder einer verbesserten Schmierung hinweisen.
Eine feste Niederhalterkraft ist eine nützliche anfängliche Annäherung, sie ist jedoch nicht über den gesamten Ziehhub hinweg optimal. Zu Beginn des Hubs ist die Flanschfläche groß und die Gefahr der Faltenbildung am höchsten – hier sollte der BHF am höchsten sein. Mit fortschreitendem Hub und abnehmendem Flanschdurchmesser nimmt die Druckspannung im Flansch ab und der BHF-Bedarf sinkt. Die Aufrechterhaltung eines hohen BHF bis zum Ende des Hubs führt zu einer unnötigen Reibungsbelastung der Becherwand und erhöht das Bruchrisiko, ohne dass zusätzlicher Schutz vor Faltenbildung gegeben ist.
Variable BHF-Systeme – typischerweise hydraulische oder servogesteuerte Kissen – wenden ein zeitlich variierendes Kraftprofil an, das mit der Stempelposition synchronisiert ist. Das Profil beginnt bei hoher Kraft, nimmt in der Mitte des Hubs ab und kann gegen Ende wieder leicht ansteigen, um die Rückfederung zu kontrollieren. Untersuchungen zeigen immer wieder, dass variabler BHF das effektive Prozessfenster im Vergleich zu festem BHF erweitert und so tiefere Ziehvorgänge und dünnere Rohlinge ermöglicht, die bei konstant hoher Krafteinstellung brechen würden.
Numerisch gesteuerte (NC) Ziehkissen gehen hier noch einen Schritt weiter, indem sie unterschiedliche Drücke in verschiedenen Zonen rund um den Rohlingsumfang ausüben – und so den asymmetrischen Strömungswiderstand beseitigen, der bei nicht runden Teileformen auftritt. Dieser Ansatz ist besonders relevant für Tiefziehwerkzeuge für Radnaben und Strukturchassis wo die Umfangsgeometrie erheblich variiert.
Falten entstehen, wenn die Druckspannung in Umfangsrichtung im Rohling die Knickfestigkeit des Materials übersteigt. Es tritt an zwei unterschiedlichen Orten auf, jeder mit einer anderen Ursache und einer anderen Korrekturstrategie.
Faltenbildung am Flansch ist der häufigste Typ. Wenn der Rohling nach innen gezogen wird, muss sich sein Umfang verringern – Material, das in einem großen Kreis verteilt wurde, muss sich zu einem kleineren verdichten. Wenn der Druck des Blechhalters nicht ausreicht, um das daraus resultierende Knicken außerhalb der Ebene zu unterdrücken, entwickelt der Flansch radiale Falten, die dann in den Hohlraum der Matrize gezogen werden und als wellenförmige Falten an der Becherwand erscheinen. Die Korrektur besteht in einem höheren BHF, einem besseren Kontakt mit dem Bindemittel (wodurch sichergestellt wird, dass das Bindemittel flach und parallel zum Flansch verläuft) oder durch Ziehen von Sicken, die dem Materialfluss Widerstand verleihen und die radiale Spannung im Flansch erhöhen.
Faltenbildung an der Wand erscheint unabhängig vom Flansch an der vertikalen Wand des Bechers. Sie wird durch übermäßige Umfangskompression in der nicht unterstützten Wand zwischen Stempel und Matrize verursacht und tritt häufiger bei dünnen Materialien und großen Ziehverhältnissen auf. Wandfalten können nicht allein durch die Kraft des Blechhalters korrigiert werden – sie erfordern eine Reduzierung des Matrizenspiels, eine Anpassung des Stempelradius oder eine Reduzierung des Ziehverhältnisses durch eine zusätzliche Ziehstufe.
Rissbildung beim Tiefziehen ist ein Zugversagen. Sie tritt auf, wenn die Spannung in der Becherwand, die die Last beim Einziehen des verbleibenden Flansches in die Matrize trägt, die Zugfestigkeit des Materials am schwächsten Querschnitt übersteigt. Dieser schwächste Abschnitt befindet sich fast immer am Stempelnasenradius, wo durch Biegen die Dicke verringert wird und die Zugspannung am höchsten ist.
Die Faktoren, die die Rissbildung nach oben treiben, sind die gleichen, die jedes andere Zugversagen verschlimmern: höheres Ziehverhältnis, höhere Niederhalterkraft, größere Reibung am Matrizenradius oder an der Verbindungsoberfläche, kleinerer Matrizeneintrittsradius (der den Biegewiderstand erhöht) und Material mit geringer Duktilität oder niedrigem n-Wert. Jeder dieser Faktoren kann, wenn er zu weit getrieben wird, zum Bruch einer Pfanne führen, die sich ansonsten korrekt formt.
Korrekturen folgen aus den Ursachen. Die Reduzierung des BHF innerhalb der Faltengrenze ist die schnellste Anpassung, die während des Testens möglich ist. Durch die Verbesserung der Schmierung – insbesondere am Matrizeneintrittsradius – wird die reibungsbedingte Wandspannung reduziert, ohne dass Werkzeuge gewechselt werden müssen. Ein größerer Matrizeneintrittsradius verringert den Biegewiderstand an der Matrizenlippe. Reicht keine dieser Anpassungen aus, muss das Ziehverhältnis reduziert werden, entweder durch Verkleinerung der Rohlingsgröße (unter Berücksichtigung eines kürzeren Bechers) oder durch Hinzufügen einer Ziehstufe zur Verteilung der Verformung. Die wirtschaftliche Auswirkungen der Hinzufügung von Ziehstufen im Vergleich zur Akzeptanz von Ertragseinbußen beim Cracken hängen vom Produktionsvolumen und den Teilekosten ab – eine Entscheidung, die im Kontext getroffen werden muss.
| Defekt | Grundursache | Primäre Korrektur | Sekundärkorrektur |
|---|---|---|---|
| Flanschfalten | Zu wenig BHF | Erhöhen Sie die Kraft des Blechhalters | Ziehperlen hinzufügen; Überprüfen Sie die Ebenheit des Bindemittels |
| Wandfalten | Zu viel Spiel oder hoher DR | Arbeitsspiel reduzieren | Neuzeichnungsphase hinzufügen; Rohlingsgröße reduzieren |
| Stanznasenfraktur | Übermäßige Wandbelastung | BHF reduzieren; Verbesserung der Schmierung | Matrizeneintrittsradius vergrößern; Ziehungsstufe hinzufügen |
| Ausdünnung ohne Bruch | Hoher DR nahe der LDR-Grenze | Optimieren Sie die Gleichmäßigkeit der Schmierung | Reduzieren Sie das Ziehverhältnis pro Stufe |
| Earing (unebener Becherrand) | Planare Anisotropie (Δr) | Rohlingsausrichtung drehen | Wählen Sie Material mit geringerem Δr |
Die Rohlingsgeometrie wird oft als feste Eingabe behandelt – der Rohlingsdurchmesser wird aus der Oberfläche des fertigen Teils berechnet, und das ist alles. In der Praxis ist die Optimierung der Rohlingsform ein wirksames Instrument zur Fehlervermeidung, insbesondere bei unrunden Teilen.
Für runde Becher ist ein Rondell richtig. Bei rechteckigen oder unregelmäßigen Teilen weist ein Rohling, der perfekt zur entwickelten Oberfläche des fertigen Teils passt, in einigen Sektoren überschüssiges Material und in anderen nicht genügend Material im Verhältnis zum Formumfang auf. Dieses Ungleichgewicht erzeugt einen ungleichmäßigen Strömungswiderstand, was zu einer ungleichmäßigen Spannungsverteilung führt, die an vorhersehbaren Stellen zu örtlicher Faltenbildung oder Brüchen führt.
Durch die Optimierung der Rohlingsform wird der Umfang eines nicht runden Rohlings so angepasst, dass jeder Sektor mit der gleichen Vorschubgeschwindigkeit vorgeschoben wird. Dadurch können ganze Fehlerkategorien eliminiert werden, ohne dass Werkzeuge gewechselt werden müssen. Die FEA-Simulation ist das Standardwerkzeug für diese Optimierung. Sie iteriert den Rohlingsumriss, bis das Umformgrenzendiagramm gleichmäßige Sicherheitsmargen um den gesamten Teilumfang zeigt. Der resultierende Rohling ist selten ein einfaches Rechteck oder Oval; Es verfügt über Kerben, Reliefs und Konturen, die auf die spezifische Matrizengeometrie abgestimmt sind, durch die es gezogen werden soll.
Falten und Risse sind die sichtbaren Symptome eines Prozesses, der außerhalb seines Fensters abläuft. Die Diagnose, welches Symptom auftritt – und wo – weist direkt darauf hin, welcher Parameter außerhalb des zulässigen Bereichs liegt. Ein Riss an der Stempelnase weist auf Wandspannung hin: BHF zu hoch, Schmierung fehlerhaft oder Ziehverhältnis übersteigt den LDR des Materials. Eine Falte am Flansch deutet auf eine Druckspannungskontrolle hin: BHF zu niedrig, Bindemittelkontakt ungleichmäßig oder Zugwulst unzureichend. Eine Falte an der Wand deutet auf den Düsenabstand oder das Ziehverhältnis hin, nicht auf BHF.
Die Behandlung jedes Fehlertyps als Diagnosesignal – und nicht als allgemeinen Qualitätsmangel – ermöglicht gezielte Korrekturmaßnahmen anstelle von Parameteranpassungen durch Versuch und Irrtum. Dieser strukturierte Ansatz unterscheidet eine vorhersehbare Tiefziehproduktion mit hoher Ausbeute von chronischen Testzyklen.
Für komplexe Teile, die Tiefziehen mit progressiven Formmerkmalen kombinieren, gilt an jeder Station die gleiche Diagnoselogik. Progressive Tiefziehwerkzeuge für Automobilstrukturteile Sie müssen das Ziehverhältnis und die Bedingungen des Blechhalters in jeder Phase unabhängig steuern – eine Disziplin, die bei korrekter Ausführung fehlerfreie Teile mit hohen Produktionsraten über den gesamten Bereich hinweg produziert Geometrien und Materialqualitäten von Stanzteilen für die Automobilindustrie .
Blech, das als flacher Rohling in eine Matrize gelangt und als nahtloses, hohles Bauteil wieder herauskommt – diese Umwandlung hängt ganz davon ab, wie gut die Matrize konstruiert ist. Bei der Konstruktion von Tiefziehwerkzeugen handelt es sich nicht um eine einzelne Entscheidung, sondern um eine Kette technischer Entscheidungen, von denen jede das Fenster öffnet oder schließt, in dem eine erfolgreiche Umformung erfolgen kann. Ein schlecht spezifizierter Stempelradius, ein zu kleiner Blechhalter oder ein falsch berechneter Abstand können dazu führen, dass dieses Fenster vollständig zusammenbricht und in großen Mengen rissiger oder faltiger Ausschuss entsteht. In den folgenden Abschnitten werden alle wichtigen Designvariablen erläutert und erklärt, was jede einzelne steuert.
Ein Tiefziehwerkzeugsatz besteht aus drei Hauptelementen: dem Stempel, der Matrize und dem Blechhalter. Der Stempel drückt den flachen Rohling in den Matrizenhohlraum. Die Matrize definiert die äußere Geometrie des fertigen Teils. Der Blechhalter drückt gegen den Flansch des Blechs, um zu regulieren, wie viel Material während des Hubs in die Kavität gelangt.
Jedes Mitglied muss im Verhältnis zu den anderen gestaltet sein. Der Stempeldurchmesser legt den Innendurchmesser des gezogenen Bechers fest; Der Matrizendurchmesser ist um das Arbeitsspiel größer. Der Niederhalter sitzt zwischen den beiden und hält während des gesamten Hubs den Kontaktdruck auf den Flansch aufrecht. Wenn die Beziehungen zwischen diesen drei Komponenten korrekt sind, fließt das Metall nach innen und unten, ohne dass sich am Flansch Falten bilden oder an der Stempelnase bricht. Wenn eine Beziehung falsch ist, tritt sofort einer dieser beiden Fehlermodi auf.
Für die Großserienfertigung Tiefziehwerkzeugsätze in Automobilqualität Fügen Sie weitere Anforderungen hinzu: längere Werkzeuglebensdauer, hohe Teilekonsistenz und Kompatibilität mit automatisierten Transfersystemen. Diese Anforderungen verstärken die Bedeutung jeder unten beschriebenen Designentscheidung.
Der Stempelnasenradius und der Matrizeneintrittsradius sind die beiden wichtigsten geometrischen Parameter bei der Konstruktion von Tiefziehmatrizen. Beide steuern, wie sich das Metall biegt, wenn es vom flachen Rohling in die gezeichnete Wand übergeht.
Stanznasenradius wird typischerweise zwischen dem Vier- und Achtfachen der Materialstärke für Standardstähle eingestellt. Ein zu kleiner Radius konzentriert die Zugspannung an der Biegung und begünstigt eine Ausdünnung und schließlich einen Bruch. Ein zu großer Radius führt dazu, dass sich das Metall verbiegt, bevor es von der Matrizenwand erfasst wird, wodurch Wandfalten entstehen.
Eintrittsradius der Matrize – manchmal auch Matrizeneckenradius genannt – bestimmt den Widerstand, auf den der Rohling trifft, wenn er über die Matrizenkante gezogen wird. Ein gut polierter Matrizenradius mit geeigneter Größe reduziert die Reibung und ermöglicht einen reibungslosen Materialfluss in die Kavität. In der Standardpraxis wird dieser Radius je nach Ziehverhältnis und Duktilität des Materials auf das Vier- bis Zehnfache der Materialdicke festgelegt. Unterdimensionierte Radien erhöhen die Rissgefahr; Übergroße Radien in dünnen Materialien erzeugen freitragende Spannweiten, die zu Falten führen.
Bei Teilen mit quadratischem oder rechteckigem Querschnitt erfordern Eckradien individuelle Aufmerksamkeit. Ecken konzentrieren die Druckspannung beim Fürmen und großzügige Eckenradien – typischerweise größer als bei entsprechenden runden Teilen – ermöglichen tiefere Ziehvorgänge in einem einzigen Arbeitsgang ohne Faltenbildung an den Ecken.
Der Spalt ist der radiale Spalt zwischen Stempel und Matrizenwand. Während des Ziehens muss das Metall durch diesen Spalt gelangen und verdickt sich normalerweise leicht, wenn es nach innen fließt. Der Spielraum muss diese Verdickung aufnehmen, ohne das Metall so fest zusammenzudrücken, dass die Reibung zerstörerische Ausmaße annimmt, und ohne so viel Platz zu lassen, dass sich das Metall seitlich in Wandfalten verformt.
Für die meisten Stähle mit niedrigem Kohlenstoffgehalt ist ein Arbeitsspiel von 1,07 bis 1,15 Mal der Materialdicke pro Seite der akzeptierte Ausgangsbereich. Härtere oder dickere Materialien erfordern möglicherweise einen Abstand am oberen Ende dieses Bereichs. Dünnere Materialien und engere Toleranzen bei der Wandstärke drängen das Design nach unten. Folgeverbundsysteme für Progressive Tiefziehwerkzeuge für die Automobilindustrie mit mehreren Stationen Wenden Sie an jeder nachfolgenden Station die gleiche Logik an, wobei sich der Abstand normalerweise verringert, wenn der Becherdurchmesser abnimmt und die Gleichmäßigkeit der Wand wichtiger wird.
Der Formkonstrukteur kann das Material des Teils nicht auswählen, aber die Materialeigenschaften bestimmen, welche Designparameter realisierbar sind. Zwei Blecheigenschaften sind besonders relevant: der Kaltverfestigungsexponent (n-Wert) und das plastische Dehnungsverhältnis (r-Wert, auch Lankford-Koeffizient genannt).
Ein hoher n-Wert bedeutet, dass das Material beim Dehnen schnell aushärtet und die Verformung gleichmäßiger über den Rohling verteilt. Dies ermöglicht aggressivere Ziehverhältnisse vor dem Bruch. Ein hoher R-Wert bedeutet, dass das Material einer Ausdünnung in Richtung der Dicke widersteht und bevorzugt in der Blechebene fließt – genau das, was das Tiefziehen erfordert. Materialien mit hohen r-Werten können zu größeren Tiefen-zu-Durchmesser-Verhältnissen gezogen werden, bevor die Punch-Nose-Bruchgrenze erreicht wird.
In der Praxis ermöglicht ein interstitialfreier (IF) Stahl mit R-Werten über 1,8 Gesenkkonstruktionen mit größeren Einzelziehtiefen und größeren Verhältnissen von Rohling zu Stempeldurchmesser als ein herkömmlicher Stahl mit niedrigem Kohlenstoffgehalt und R-Werten nahe 1,0. Aluminiumlegierungen weisen im Allgemeinen R-Werte unter 1,0 auf, was bedeutet, dass sich die Werkzeugkonstruktionen für Aluminium stärker auf mehrstufige Zugreduzierungen und eine sorgfältigere Steuerung des Niederhalters verlassen müssen, um die gleiche Topftiefe zu erreichen. Beim Entwerfen gelten die gleichen Grundsätze Präzisionsstanzteile für die Automobilindustrie wo enge Maßtoleranzen die Herausforderungen der Materialvariabilität verschärfen.
Wenn das erforderliche Verhältnis von Tiefe zu Durchmesser des fertigen Teils das überschreitet, was mit einem einzelnen Ziehvorgang sicher erreicht werden kann – typischerweise ein Ziehverhältnis von über 2,0 bis 2,2 für die meisten Stähle –, muss die Konstruktion mehrere Ziehstufen umfassen. Jede Stufe verringert den Napfdurchmesser und erhöht gleichzeitig die Höhe, und jede Stufe verfügt über einen eigenen Stempel, eine eigene Matrize und einen eigenen Blechhalter.
Beim ersten Ziehen wird der flache Rohling auf das maximale Ziehverhältnis gebracht, das das Material zulässt. Nachfolgende Neuzüge wirken sich auf den bereits geformten Becher aus und können Ziehverhältnisse von 1,2 bis 1,4 pro Stufe erreichen, da das Metall am Flansch bereits teilweise kaltverfestigt ist und das Risiko einer starken Faltenbildung geringer ist. Bei Materialien, die schnell kaltverfestigen, kann ein Glühen zwischen den Stufen erforderlich sein, um die Duktilität vor der nächsten Reduktion wiederherzustellen.
| Bühne zeichnen | Typisches maximales Ziehverhältnis | Notizen |
|---|---|---|
| Erste Auslosung | 1,8 – 2,2 | Hängt vom R-Wert und der Rohlingsdicke ab |
| Zweite Auslosung (Neuauslosung) | 1.2 – 1.4 | Geringeres Risiko durch vorherige Kaltverfestigung |
| Dritte Auslosung und darüber hinaus | 1.1 – 1.3 | Zwischen den Phasen kann eine Glühung erforderlich sein |
Mehrstufige Designs erhöhen die Werkzeugkosten und die Presszeit, sind aber oft der einzige Weg zur erforderlichen Teilegeometrie. Der wirtschaftliche Vergleich zwischen einstufigen und mehrstufigen Ansätzen hängt eng mit dem Produktionsvolumen zusammen – ein Faktor, der im Artikel ausführlicher untersucht wird Kostenunterschiede zwischen Metallstanz- und Tiefziehteilprodukten .
Ziehsicken sind erhabene Rippen, die in die Oberfläche des Bindemittels (Rohlinghalter) eingearbeitet sind. Wenn der Rohling während des Ziehhubs über sie gleitet, erzwingen sie eine Biege- und Aufbiegeverformung, die einen zusätzlichen Widerstand für den Materialfluss erzeugt. Durch Variieren der Höhe, Breite und Position der Ziehsicken um den Rohlingsumfang herum kann der Matrizenkonstrukteur steuern, wie viel Material an jedem Punkt in den Matrizenhohlraum gelangt. Dadurch wird der Fluss von Bereichen, die zum Reißen neigen, hin zu Bereichen umgeleitet, die andernfalls zu Faltenbildung führen könnten.
Die Positionierung der Ziehsicke ist besonders wichtig für nicht achsensymmetrische Teile, wie z. B. Karosseriebleche, bei denen verschiedene Abschnitte des Rohlingsumfangs sehr unterschiedliche Strömungswiderstände erfordern. Teile mit großen flachen Flächen, umgeben von tiefen Zügen Oft sind Ziehperlen erforderlich, um zu verhindern, dass die flachen Bereiche unter dem Bindemittel Oberflächenverzerrungen entwickeln.
Der Bindemitteldruck ergänzt das Zugperlendesign. Das Bindemittel muss genügend Kraft aufbringen, um zu verhindern, dass sich der Flansch in Falten legt, aber nicht so viel, dass es den Materialfluss in den Hohlraum blockiert – was die Zugspannung in der Becherwand bis zum Bruch erhöhen würde. Der korrekte Bindemitteldruck liegt somit innerhalb eines Prozessfensters, dessen Grenzen durch die Faltengrenze unten und die Bruchgrenze oben definiert werden. Im nächsten Artikel dieser Reihe geht es darum, wie das Ziehverhältnis und die Kraft des Blechhalters zusammenwirken, um dieses Fenster zu definieren und zu steuern.
Die Reibung am Matrizeneintrittsradius und an der Schnittstelle zum Blechhalter hat einen direkten Einfluss auf die Zugspannung, die von der Topfwand getragen wird. Höhere Reibung bedeutet höhere Wandspannung – was den Prozess näher an die Bruchgrenze bringt. Eine wirksame Schmierung reduziert diese Belastung und erweitert das Prozessfenster.
Die Oberflächenbeschaffenheit der Matrize wirkt sich auf die Schmierung aus. Ein polierter Matrizenradius mit einer Oberflächenrauheit unter Ra 0,4 µm ermöglicht die Bildung eines gleichmäßigen Schmierfilms und verringert so die Reibungsschwankungen. Raue oder zerkratzte Oberflächen fangen Schmiermittel ungleichmäßig ein und führen zu lokalen Spannungskonzentrationen, die bei geringeren Wandspannungen als erwartet zum Bruch führen können.
Die Auswahl des Schmiermittels hängt vom zu ziehenden Material ab. Stähle mit niedrigem Kohlenstoffgehalt vertragen eine breite Palette von Schmiermitteln, von leichten Ziehölen bis hin zu schweren EP-Verbindungen (Extremdruck). Aluminiumlegierungen erfordern Schmiermittel, die nicht mit der Metalloberfläche reagieren, da reaktive Verbindungen zu Abrieb und Oberflächenriefen führen können. Rostfreie Stähle – die schnell kaltverfestigen – erfordern oft chlorierte Schmiermittel, um den hohen Grenzflächendrücken standzuhalten, die beim Ziehen entstehen.
Die Lebensdauer der Matrize beim Tiefziehen wird durch abrasiven Verschleiß am Matrizeneintrittsradius und durch Abrieb an der Bindemitteloberfläche begrenzt. Beide Mechanismen beschleunigen sich, wenn der Bindemitteldruck hoch ist, der Schmierfilm zusammenbricht oder das Rohlingmaterial abrasive Einschlüsse enthält.
Zu den Standard-Matrizenmaterialien für die Produktion mittlerer Stückzahlen gehören D2-Werkzeugstahl (ca. 60–62 HRC nach dem Härten) und DC53, der eine bessere Zähigkeit bei ähnlicher Härte bietet. In der Automobilproduktion mit hohen Stückzahlen werden häufig Wolframkarbideinsätze am Werkzeugeintrittsradius benötigt, wo die Verschleißraten am höchsten sind. Oberflächenbeschichtungen – Titannitrid (TiN), Titancarbonitrid (TiCN) oder diamantähnlicher Kohlenstoff (DLC) – verlängern die Lebensdauer weiter, indem sie den Reibungskoeffizienten an der Schnittstelle zwischen Werkzeug und Rohling reduzieren.
For Hochpräzise Prägestempelsätze Die Ausrichtung auf Toleranzen von Automobil- oder Elektrofahrzeugkomponenten, die Auswahl des Werkzeugstahls und die Spezifikation der Wärmebehandlung sind ebenso entscheidend wie die oben beschriebenen geometrischen Designparameter. Eine formgenaue Matrize, die aus unsachgemäß wärmebehandeltem Stahl gefertigt wurde, wird lange vor Ablauf ihrer vorgesehenen Lebensdauer versagen.
Das Design moderner Tiefziehwerkzeuge stützt sich stark auf die Finite-Elemente-Analyse (FEA), um die Ergebnisse der Umformung vorherzusagen, bevor Metall geschnitten wird. FEA-Simulationen modellieren den Rohling als Netz verformbarer Elemente, wenden den Stempelhub inkrementell an und berechnen die Spannungs-, Dehnungs- und Dickenverteilung an jedem Punkt im Rohling während des gesamten Hubs.
Die Ausgabe einer gut kalibrierten Simulation umfasst ein überlagertes Forming-Limit-Diagramm (FLD), das zeigt, ob sich ein Bereich des Rohlings der Bruch- oder Faltengrenze nähert. Wenn die Simulation Fehler vorhersagt, kann der Konstrukteur den Stempelradius, den Matrizenradius, den Binderdruck, die Ziehwulstgeometrie oder die Rohlingsform anpassen – und zwar in der Software statt in Stahl. Dieser Prozess verkürzt die Testzeit erheblich und reduziert die Anzahl der physischen Werkzeugmodifikationen, die erforderlich sind, bevor die Matrize akzeptable Teile produziert.
Die Qualität der Simulation hängt von genauen Materialkartendaten ab – insbesondere der Fließflächenbeschreibung, den R-Werten, dem N-Wert und der Fließspannungskurve für die spezifische Materialspule, die in der Produktion verwendet werden soll. Generische Materialdaten liefern plausible, aber unzuverlässige Vorhersagen; Materialspezifische Daten aus Zugversuchen und FLD-Tests liefern Vorhersagen, die sich direkt auf das Pressverhalten übertragen lassen.
Die Konstruktion von Tiefziehwerkzeugen lässt sich auf eine kleine Anzahl von Variablen auflösen, von denen jede innerhalb eines Bereichs eingestellt werden muss, der von den anderen abhängt. Stempel- und Matrizenradien bestimmen die Biegestärke an den Übergängen. Der Arbeitsspielraum gleicht Metallverdickungen aus, ohne zerstörerische Reibung zu erzeugen. Das Ziehverhältnis legt die Obergrenze der Verformung in einer einzelnen Stufe fest. Der Bindemitteldruck und die Ziehperlen steuern den Materialfluss um den Rohlingsumfang. Schmierung und Oberflächenbeschaffenheit bestimmen, wie viel des zulässigen Bindemitteldrucks tatsächlich den Rohling erreicht. Die Wahl des Werkzeugstahls und der Beschichtung bestimmt, wie lange die Matrize diese sorgfältig festgelegten Bedingungen beibehält.
Keine einzelne Variable kann isoliert optimiert werden. Eine Änderung des Matrizeneintrittsradius verändert den optimalen Binderdruck. Eine Änderung der Materialqualität ändert das mögliche Ziehverhältnis. Diese gegenseitige Abhängigkeit ist der Grund, warum die Konstruktion von Tiefziehwerkzeugen einen systematischen Ansatz erfordert – und warum die richtige Vorgehensweise, von der Simulation bis zum Test, zu Teilen führt, die … erfüllen anspruchsvolle strukturelle und dimensionale Anforderungen für Rad- und Fahrgestellanwendungen konsistent über Millionen von Produktionszyklen hinweg.
Stanzteile für Autositze sind präzisionsgeformte Metallkomponenten, die als struktureller Kern von Autositzrahmen dienen. Diese Teile werden durch hochpräzise Stanzverfahren hergestellt und aus hochfesten Stahl- oder Aluminiumlegierungsblechen mithilfe von Gesenkwerkzeugen unter Tausenden von Tonnen Presskraft geformt. Das Ergebnis ist ein Bauteil mit gleichmäßiger Wandstärke, sauberen Kanten und engen Maßtoleranzen – Eigenschaften, die bei Automobilanwendungen nicht verhandelbar sind.
Im Gegensatz zu geschweißten oder gegossenen Alternativen bieten gestanzte Teile eine überlegene Wiederholgenauigkeit und Oberflächenintegrität. In einer Sitzbaugruppe fungieren sie als tragendes Skelett und sind direkt mit Sitzkissen, Verstellhalterungen und Liegemechanismen verbunden. Jede Maßabweichung dieser Komponenten wirkt sich auf das gesamte Sitzsystem aus und beeinträchtigt sowohl den Komfort als auch die Sicherheit der Insassen.
Der weltweite Autositzmarkt wurde im Jahr 2023 auf über 68 Milliarden US-Dollar geschätzt, und Metallsitzstrukturen machen einen erheblichen Teil der Materialkosten pro Sitz aus. Die Wahl der richtigen Stanzteile – und des richtigen Lieferanten – wirkt sich direkt auf die Montageeffizienz, die Produktlebensdauer und die Einhaltung gesetzlicher Vorschriften aus.
Die beiden vorherrschenden Materialien für Metallstanzteile für Autositze sind hochfester Stahl (HSS) und eine Aluminiumlegierung. Jedes bietet ein eigenes Leistungsprofil und die richtige Wahl hängt von der spezifischen Sitzposition, der Fahrzeugplattform und den Gewichtszielen ab.
| Eigentum | Hochfester Stahl | Aluminiumlegierung |
|---|---|---|
| Zugfestigkeit | 590–1500 MPa | 200–500 MPa |
| Gewicht | Höher | ~35 % leichter als Stahl |
| Korrosionsbeständigkeit | Erfordert eine Beschichtung | Von Natur aus widerstandsfähig |
| Kosten | Niedriger | Höher |
| Typische Anwendung | Seitenrahmen, Bodenhalterungen | EV-Sitze, Sport- und Premiumsegmente |
Fortschrittliche hochfeste Stähle (AHSS) wie Dualphasenstähle (DP) und martensitische Stähle (MS) werden heute häufig in Sitzseitenrahmen und Querträgern verwendet, bei denen die Absorption der Aufprallenergie von entscheidender Bedeutung ist. Diese Qualitäten ermöglichen eine Reduzierung der Wandstärke ohne Einbußen bei der strukturellen Leistung – ein Schlüsselfaktor für die gleichzeitige Erfüllung von Gewichts- und Sicherheitszielen.
Aluminiumlegierungen, insbesondere die Serien 5xxx und 6xxx, werden zunehmend in Elektrofahrzeugplattformen eingesetzt, bei denen jedes Kilogramm Gewichtsreduzierung die Reichweite direkt erhöht. Obwohl Aluminiumstanzteile aufgrund der geringeren Duktilität komplexere Werkzeug- und Umformstrategien erfordern, rechtfertigt der Nutzen der Massenreduzierung oft die Investition in großvolumige Programme.
Stanzteile für Autositze müssen während der gesamten Lebensdauer eines Fahrzeugs in drei unterschiedlichen Belastungskategorien zuverlässig funktionieren. Das Verständnis dieser Anforderungen ist für die Bewertung von Teilespezifikationen oder die Qualifizierung eines Lieferanten von entscheidender Bedeutung.
Statische Belastungen beziehen sich auf das Dauergewicht der Insassen und der Sitzbaugruppe selbst. Regulierungsnormen wie ECE R17 (Europa) und FMVSS 207/210 (USA) legen Mindestlastschwellen für Sitzverankerungen und Strukturbauteile fest. Ein typischer Sitzrahmen muss einer rückwärtigen Belastung des 20-fachen Sitzgewichts ohne bleibende Verformung standhalten. Stanzteile, die die Basisschiene, die Seitenhalterung und die Montageschnittstelle für den Liegesessel bilden, sind die primären Lastpfade in diesen Tests.
Dynamische Belastungen treten beim Beschleunigen, Bremsen und – was am kritischsten ist – bei Unfallereignissen des Fahrzeugs auf. Bei einem Frontalaufprall müssen Sitzstrukturen Sicherheitsgurtkräfte von bis zu 30 kN zurückhalten und gleichzeitig eine ausreichende strukturelle Integrität aufrechterhalten, um ein Eindringen von Insassen in benachbarte Sitzbereiche zu verhindern. Die Stanzgeometrie, die Kornorientierung und die Wärmebehandlung des Stahls beeinflussen alle, wie das Teil diese Impulskräfte aufnimmt und umverteilt.
Über eine typische Fahrzeuglebensdauer von 200.000 Kilometern sind Sitzkomponenten kontinuierlichen niederfrequenten Vibrationen von Straßenoberflächen und Antriebsstrangquellen ausgesetzt. Gestanzte Teile mit ungleichmäßiger Dicke, Restformspannung oder Mikrorissen an Biegeradien sind unter diesen Bedingungen anfällig für Ermüdungsversagen. Eine gleichmäßige Dicke über das gesamte geprägte Profil hinweg – ein direktes Ergebnis der Präzisionsformkonstruktion und der Pressensteuerung – ist die wirksamste Gegenmaßnahme gegen vibrationsbedingte Ermüdung.
Erfüllung der Definition von Standardteile für die Automobilsicherheit erfordert mehr als nur eine Materialzertifizierung. Es erfordert einen dokumentierten Qualitätsmanagementprozess, der den Materialeingang, die prozessbegleitende Kontrolle und die Ausgangskontrolle umfasst – alles rückverfolgbar bis zum fertigen Teil.
Die folgenden Inspektionsmethoden gehören zur Standardpraxis in qualifizierten Stanzbetrieben:
Die Einhaltung von Qualitätssystemen – typischerweise IATF 16949 für Automobilzulieferer – bildet den Rahmen, innerhalb dessen diese Inspektionsmethoden konsequent eingesetzt werden. Teile, die ohne diese Zertifizierung geliefert werden, bergen ein höheres Risiko unerkannter Prozessabweichungen, die direkt zu Ausfällen vor Ort oder kostspieligen Rückrufen führen können.
Einer der praktischen Vorteile der Präzision Metallstanzteile für Autositze Anwendungen ist ihre Anpassungsfähigkeit an verschiedene Sitzpositionen und Fahrzeugarchitekturen. Während sich die Teilegeometrien zwischen Fahrer-, Beifahrer- und Rücksitzkonfiguration unterscheiden, bleiben der zugrunde liegende Herstellungsprozess und die Qualitätsstandards gleich.
Die Vordersitz-Stanzteile sind strukturell am komplexesten und integrieren Befestigungspunkte für Seitenairbagmodule, Höhenverstellschienen, Längsschieber und Gurtstrafferanker. Die Maßgenauigkeit an diesen Schnittstellen ist von entscheidender Bedeutung: Ein falsch ausgerichtetes Befestigungsloch der Airbaghalterung kann beispielsweise zu Fehlern beim Auslösen der Auslösung führen, die den Insassenschutz beeinträchtigen. Vordersitzrahmen unterliegen auch der strengsten behördlichen Prüfung im Rahmen von Crashtestprotokollen.
Prägeteile für Rücksitze weisen häufig größere Querschnitte auf und müssen Faltmechanismen in SUV- und Kombi-Plattformen unterbringen. Diese Teile erfordern enge Ebenheitstoleranzen, um eine gleichmäßige Belastung entlang der Faltscharnierlinie und einen gleichmäßigen Riegeleingriff zu gewährleisten. In dreireihigen Fahrzeugen werden die Sitzrahmen der zweiten und dritten Sitzreihe häufig von verschiedenen Modellvarianten gemeinsam genutzt – was die Austauschbarkeit von Teilen zu einem direkten Kostenfaktor macht, der durch Präzisionsprägung effektiv unterstützt wird.
Bei allen Sitzpositionen müssen die Schnittstellenabmessungen zwischen gestanzten Rahmenkomponenten und angrenzenden Systemen – Polsterschaumklammern, Verstellgetriebe, Bodenschienenschrauben – den gängigen Montagestandards für die Automobilindustrie entsprechen. Teile, die diesen Maßkonventionen entsprechen, können mit minimalen Werkzeugänderungen in neue Fahrzeugprogramme integriert werden, wodurch die Entwicklungsvorlaufzeit und die Qualifizierungskosten sowohl für OEM-Hersteller als auch für Aftermarket-Lieferanten reduziert werden.
Tiefziehwerkzeuge, die im Automobil- und Elektrofahrzeugbau verwendet werden, sind nicht mit Allzweck-Blechwerkzeugen austauschbar. Dabei handelt es sich um speziell entwickelte Systeme, die aus vier Hauptkomponenten bestehen – Stempeln, Matrizen, Blechhaltern und Matrizensätzen –, die jeweils für die Zusammenarbeit unter extremen Umformlasten optimiert sind. In einer typischen Automobil-Stanzpresse senkt sich der Stempel in den Hohlraum der Matrize, während der Blechhalter einen kontrollierten Abwärtsdruck auf den Blechflansch ausübt und so den Metallfluss in den Hohlraum leitet, ohne Falten zu bilden oder zu reißen. Der Matrizensatz stellt den steifen Strukturrahmen bereit, der die Ausrichtung auch unter zyklischen Belastungen beibehält, die mehrere hundert Tonnen pro Hub überschreiten können.
Was Automotive-Grade auszeichnet Tiefziehwerkzeuge ist die geforderte Präzisionstoleranz im gesamten Werkzeug. Normalerweise wird auf Maßhaltigkeit geachtet ±0,02 mm über kritische Fürmflächen, eine Anforderung, die durch die Tatsache bedingt ist, dass kumulative Abweichungen entlang eines Karosserieblechs – zum Beispiel eines Türaußenblechs – direkt zu sichtbaren Oberflächenfehlern oder Montagelücken führen, die sowohl die Ästhetik als auch die strukturelle Passung beeinträchtigen. Die Oberflächenbeschaffenheit der Stempel- und Matrizenradien ist gleichermaßen entscheidend: ein Ra-Wert von ≤0,05 μm (nahezu Spiegelqualität) minimiert reibungsbedingte Ausdünnung und Riefenbildung, insbesondere bei der Verarbeitung hochfester oder leichter Legierungen.
Aluminiumlegierung hat sich aufgrund seines günstigen Festigkeits-Gewichts-Verhältnisses, seiner Korrosionsbeständigkeit und seiner Recyclingfähigkeit zum dominierenden Leichtbaumaterial sowohl für herkömmliche Karosseriebleche als auch für Strukturkomponenten von Elektrofahrzeugen entwickelt. Allerdings stellt Aluminium beim Tiefziehen besondere Herausforderungen dar, die direkt mit seinen Materialeigenschaften zusammenhängen – einschließlich seines thermischen Verhaltens im Verhältnis zum Aluminium Schmelzpunkt von Aluminium .
Reines Aluminium schmilzt bei ca 660 °C , aber die beim Automobilstanzen verwendeten Aluminiumlegierungen – hauptsächlich die Serien 5xxx (Al-Mg) und 6xxx (Al-Mg-Si) – haben Schmelzbereiche, die je nach Legierungszusammensetzung etwas niedriger beginnen. Während der Aluminiumschmelzpunkt selbst beim Kaltumformen nicht direkt erreicht wird, ist er für zwei prozessnahe Bereiche von großer Bedeutung: Warmumformung und Gesenkkühlungsmanagement. Bei der Warmumformung von Aluminium werden Rohlinge auf 200–300 °C (ein sorgfältig ausgewählter Bruchteil des Schmelzpunkts) erhitzt, um die Duktilität zu erhöhen und die Rückfederung zu verringern, wodurch die Herstellung komplexer Geometrien ermöglicht wird, die unter Umformbedingungen bei Umgebungstemperatur zu Rissen führen würden. Werkzeugkonstrukteure müssen die Wärmeausdehnung bei diesen Temperaturen berücksichtigen und die Abstände und Kraftparameter des Blechhalters entsprechend neu kalibrieren.
Selbst beim konventionellen Kalttiefziehen kann die an den Grenzflächen Stempel-Rohling und Matrize-Rohling erzeugte Reibungswärme die lokalen Oberflächentemperaturen erheblich erhöhen. Bei Aluminiumlegierungen, die im Vergleich zu Stahl einen relativ niedrigen Schmelzpunkt haben, beschleunigt eine übermäßige örtliche Erwärmung das Festfressen – die Klebstoffübertragung von Aluminium auf die Formoberflächen –, was die Oberflächengüte verschlechtert, die Umformkräfte erhöht und die Werkzeuglebensdauer verkürzt. Daher sind die Schmierstrategie und die Auswahl der Oberflächenbeschichtung der Matrize bei der Verarbeitung besonders wichtig Aluminiumlegierung Blätter.
| Legierungsserie | Typische Note | Schmelzbereich (°C) | Schlüsselanwendung |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Haubeninnenteile, Türinnenteile, EV-Gehäuse |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Äußere Karosserieteile, Strukturverschlüsse |
| Mg-Al (Magnesium-Aluminium) | AZ31, AM60 | 470–630 | Batteriegehäuse für Elektrofahrzeuge, Instrumententafeln |
Die Herstellung von Elektrofahrzeugen stellt Anforderungen an Tiefziehwerkzeuge, die über die Anforderungen des herkömmlichen Automobilstanzens hinausgehen. Die technisch anspruchsvollste Anwendung ist die Bildung von Batteriegehäusen aus einer Magnesium-Aluminium-Legierung – große, tiefe, strukturell komplexe Gehäuse, die Batteriezellenanordnungen schützen und gleichzeitig zum Gesamtgewichtsbudget des Fahrzeugs beitragen. Diese Komponenten erfordern Tiefziehverhältnisse über 2,5:1 (das Verhältnis von Rohlingsdurchmesser zu Stempeldurchmesser), was das Material an seine Duktilitätsgrenzen bringt und eine außergewöhnliche Werkzeugkonstruktion erfordert, um Flanschrisse oder übermäßige Wandverdünnung zu vermeiden.
Die Minimierung der Materialverdünnung entlang der gezogenen Wand ist für Batteriegehäuse von entscheidender Bedeutung, da sich die Gleichmäßigkeit der Wandstärke direkt auf die strukturelle Steifigkeit und das Crashverhalten auswirkt. Werkzeugkonstrukteure begegnen diesem Problem mit mehreren koordinierten Strategien: Optimierung des Stempelnasenradius, um die Spannung gleichmäßiger zu verteilen, Implementierung variabler Niederhalterkraftprofile (BHF), die den Druck mit zunehmender Ziehtiefe schrittweise erhöhen, und Anwendung mehrstufiger Ziehsequenzen für besonders tiefe Geometrien, anstatt den Versuch einer Umformung in einem Arbeitsgang zu unternehmen.
Der Wandel hin zur Leichtbauweise hat auch die Einführung modularer Werkzeugstrukturen in Elektrofahrzeugprogrammen vorangetrieben. Anstatt einen monolithischen Matrizenblock zu bearbeiten, verwenden modulare Konstruktionen austauschbare Einsätze für stark beanspruchte Zonen wie Matrizeneintrittsradien und Stempelecken. Dieser Ansatz reduziert die Werkzeugkosten pro Fahrzeugprogramm in Szenarios mit hohem Volumen um 20–35 %, da verschlissene Einsätze ausgetauscht werden können, ohne dass der gesamte Werkzeugsatz verschrottet werden muss. Modulare Werkzeuge ermöglichen auch eine schnellere Anpassung, wenn Design-Iterationen während des EV-Entwicklungszyklus stattfinden, der tendenziell schneller verläuft als herkömmliche Automobilprogramme.
Die Kraft des Blechhalters ist die einflussreichste Prozessvariable beim Tiefziehen, und ihre korrekte Kalibrierung unterscheidet einen stabilen Produktionsprozess von einem ausschussanfälligen Prozess. Zu wenig BHF führt dazu, dass sich der Flansch unter Druckbeanspruchung in Umfangsrichtung verbiegt und Falten entstehen, die bei nachfolgenden Operationen nicht geglättet werden können. Zu viel BHF verhindert, dass Metall in den Hohlraum der Matrize fließt, was zu Zugbrüchen in der Wand führt – typischerweise am Stempelradius, wo das Material am dünnsten ist.
For Aluminiumlegierung Bei Blechen ist das akzeptable BHF-Fenster schmaler als bei kohlenstoffarmem Stahl, da Aluminium einen niedrigeren Kaltverfestigungsexponenten aufweist und empfindlicher auf lokale Ausdünnung reagiert. Modernes Automobil Tiefziehwerkzeuge Beheben Sie dieses Problem mit hydraulischen oder servogesteuerten Blechhaltern, die den Druck in Echtzeit dynamisch anpassen können, basierend auf dem Feedback von Kraftmessdosen, die in die Gesenkstruktur eingebettet sind. Diese Regelung mit geschlossenem Regelkreis ist besonders wertvoll beim Ziehen von Magnesium-Aluminium-Legierungskomponenten bei erhöhten Temperaturen, bei denen sich die Materialflussspannung kontinuierlich ändert, wenn der Rohling während des Hubs abkühlt.
Bei der Einstellung der Blechhalterparameter für einen neuen Tiefziehvorgang müssen folgende Faktoren berücksichtigt werden:
Die Entwicklung moderner Automobilwerkzeuge basiert nicht mehr nur auf der physischen Erprobung. Die auf der Finite-Elemente-Analyse (FEA) basierende Umformsimulation – unter Verwendung von Softwareplattformen wie AutoForm oder Dynaform – ermöglicht es Werkzeugbauern, die Umformbedingungen virtuell zu testen, bevor ein einzelnes Stück Werkzeugstahl geschnitten wird. Durch die Simulation werden die Ausdünnungsverteilung, Faltenrisikozonen, das Ausmaß der Rückfederung und die Anforderungen an die Umformkraft genau vorhergesagt, sodass Konstrukteure die Stempelgeometrie, Matrizeneintrittsradien und BHF-Profile rechnerisch optimieren können. Für Aluminiumlegierung Bei Bauteilen mit komplexer Krümmung kann die Simulation die Anzahl der physischen Testdurchläufe um 40–60 % reduzieren und so die Zeitspanne für die Chip-Entwicklung erheblich verkürzen.
Sobald Werkzeuge in die Massenproduktion gehen, sorgen intelligente Überwachungssysteme für die Prozessstabilität über Tausende von Hüben pro Schicht. Akustische Emissionssensoren erkennen beginnende Abnutzungserscheinungen oder Oberflächenriefen, bevor sie sichtbar werden. Dehnungsmessstreifen in der Gesenkstruktur verfolgen die Umformkraft in Echtzeit und kennzeichnen Abweichungen, die auf Schwankungen des Rohlingsmaterials oder einen Ausfall des Schmiermittels hinweisen. Bildverarbeitungssysteme führen unmittelbar nach dem Auswerfen eine 100-prozentige optische Prüfung der gezogenen Teile durch, messen kritische Abmessungen anhand der CAD-Sollwerte und markieren automatisch Teile außerhalb der Toleranz zur Entfernung, bevor sie die nachgelagerte Montage erreichen.
Diese Integration von Simulation und Drucküberwachung spiegelt einen umfassenderen Branchenwandel wider: Tiefziehwerkzeuge sind keine passiven Werkzeuge mehr, sondern aktive Komponenten eines datengesteuerten Fertigungssystems. Für Automobil- und Elektrofahrzeughersteller, die sich Null-Fehler-Produktionszielen verschrieben haben, ist die Investition in simulationsvalidierte Werkzeugkonstruktionen und mit Sensoren ausgestattete Produktionswerkzeuge keine Premium-Option – sie ist eine wettbewerbsfähige Grundvoraussetzung, da die Branche ihren Übergang zum Leichtbau durch fortschrittliche Technologien beschleunigt Aluminiumlegierung Materialien.
Stanzteile aus Metall sind Komponenten, die durch kontrollierte Krafteinwirkung durch Matrizen und Stempel auf flaches Metallblech hergestellt werden und Rohmaterial durch Vorgänge wie Stanzen, Lochen, Biegen, Ziehen und Prägen in präzise geformte Struktur- und Funktionselemente umwandeln. Im Gegensatz zur maschinellen Bearbeitung, bei der Material entfernt wird, um eine Geometrie zu erreichen, wird beim Stanzen Metall verdrängt und geformt, wodurch beim Schneiden praktisch kein Materialabfall entsteht und Zykluszeiten in Sekundenbruchteilen pro Teil möglich sind. Die Kombination aus Geschwindigkeit, Wiederholgenauigkeit und Maßhaltigkeit macht das Metallstanzen zum dominierenden Herstellungsverfahren überall dort, wo große Mengen an Blechkomponenten benötigt werden.
Präzision ist das entscheidende Merkmal, das das Stanzen in Industriequalität von der Standard-Blechbearbeitung unterscheidet. In Anwendungen wie Unterhaltungselektronik, Automobilbaugruppen und Haushaltsgeräten müssen gestanzte Komponenten bei kritischen Abmessungen Toleranzen von bis zu ±0,05 mm einhalten, wobei Ebenheitsabweichungen über die Teileoberfläche auf weniger als 0,1 mm kontrolliert werden müssen. Um diese Spezifikationen bei Produktionsläufen von Hunderttausenden Stücken konsistent zu erreichen, sind progressive Stanzwerkzeuge erforderlich, die auf Mikrometergenauigkeit ausgelegt sind, servoangetriebene Pressensysteme mit Echtzeit-Tonnageüberwachung und Inline-Vision-Inspektion, die Grathöhe, Lochpositionsabweichung und Oberflächenfehler bei Produktionsgeschwindigkeit erkennen kann.
Die beim Metallstanzen verarbeiteten Materialien umfassen ein breites Spektrum. Kaltgewalzter Stahl (SPCC, DC01), elektroverzinktes Blech, feuerverzinkter Stahl, Edelstahlsorten 304 und 430, Aluminiumlegierungen 1050 und 5052, Kupferlegierungen und Berylliumkupfer werden routinemäßig gestanzt, abhängig von den mechanischen Anforderungen, der Korrosionsbeständigkeit und der Leitfähigkeit der Zielanwendung. Die Materialauswahl wirkt sich direkt auf die Verschleißrate der Matrize, das Rückfederungsverhalten, die Qualität der Oberflächenbeschaffenheit und die nachgelagerten Endbearbeitungsprozesse – Plattieren, Eloxieren, Pulverbeschichten – aus, die für die fertige Stanzung erforderlich sind.
Elektronische Stanzteile repräsentieren eines der technisch anspruchsvollsten Segmente der Metallstanzindustrie. Die für Leiterplattenbaugruppen, Steckverbinder, Anschlüsse, EMI-Abschirmdosen, Batteriekontakte, Schaltergehäuse und Sensorhalterungen hergestellten Komponenten müssen eine Maßgenauigkeit im Submillimeterbereich mit spezifischen elektrischen, thermischen und mechanischen Leistungseigenschaften kombinieren – und das alles innerhalb der strengen Kostenbeschränkungen der wettbewerbsintensiven Märkte für Unterhaltungselektronik.
Steckverbinderanschlüsse und Kontaktfedern gehören zu den anspruchsvollsten herzustellenden elektronischen Stanzteilen. Diese Teile werden aus Phosphorbronze, Berylliumkupfer oder Messingband in Dicken von 0,1 mm bis 0,5 mm hergestellt und erfordern mehrstufige Folgegesenke, die in einem einzigen Pressenhub gleichzeitig das Profil stanzen, die Federgeometrie formen und die Kontaktfläche prägen. Kontaktkraft, Haltbarkeit bei Einsteck-/Ausziehzyklen und Kontaktwiderstand – typischerweise unter 10 mΩ nach 1.000 Einsteckzyklen erforderlich – werden durch anwendungsspezifische Testprotokolle und nicht durch generische Materialzertifikate validiert.
EMI-Abschirmdosen sind dünnwandige elektronische Stanzteile aus Neusilber, kaltgewalztem Stahl oder Edelstahlblech mit einer Dicke von 0,15–0,3 mm. Ihre Funktion besteht darin, Hochfrequenzemissionen von Hochgeschwindigkeitsprozessormodulen, drahtlosen Kommunikations-ICs und Energieverwaltungsschaltkreisen auf dicht bestückten Leiterplatten einzudämmen. Die Maßgenauigkeit des Dosenumfangs und der Dosenhöhe ist von entscheidender Bedeutung: Lücken von mehr als 0,1 mm am Sitzflansch erzeugen Öffnungen, die die Abschirmwirkung bei Frequenzen über 1 GHz um 10–20 dB beeinträchtigen, was die Funkleistung des Geräts direkt beeinträchtigt und möglicherweise zu einem Versagen der behördlichen Zertifizierung führt.
Batteriekontaktfedern in tragbaren Geräten müssen über die gesamte Lebensdauer des Einsetzens und Entfernens der Batterie – typischerweise 500–1.000 Zyklen bei Verbrauchergeräten – eine konstante Kontaktkraft liefern. Elektronische Stanzteile dieser Kategorie werden aus Edelstahl oder Phosphorbronze mit einer auf die Kontaktspitze aufgebrachten Gold- oder Nickelbeschichtung hergestellt. Die Federgeometrie – freitragend, gewickelt oder gefaltet – wird durch Finite-Elemente-Simulation während der Werkzeugkonstruktion optimiert, um sicherzustellen, dass die Kontaktkraft über den gesamten Abmessungstoleranzstapel von Batteriezelle und Gehäuse innerhalb des angegebenen Fensters (typischerweise 1–3 N) bleibt.
Laptop-Stanzteile unterliegen einer Reihe einzigartiger Einschränkungen, die sie von allgemeinen elektronischen Stanzteilen unterscheiden. Der unaufhaltsame Trend zu immer dünneren, leichteren Notebook-Designs – mit Gehäusedicken, die mittlerweile regelmäßig unter 14 mm und Gesamtgewichten des Systems unter 1 kg liegen – erfordert gestanzte Komponenten, die maximale strukturelle Steifigkeit bei minimaler Materialstärke bieten und gleichzeitig in Bauräume von Zehntelmillimetern passen.
Die Scharnierhalterung ist eines der mechanisch anspruchsvollsten Laptop-Stanzteile in jedem Notebook-Design. Die Scharnierhalterungen bestehen aus hochfestem Edelstahl oder kaltgewalztem Stahl mit einer Zugfestigkeit von mehr als 600 MPa und müssen der zyklischen Ermüdungsbelastung beim Öffnen und Schließen des Deckels standhalten – normalerweise für 20.000 bis 30.000 Zyklen bei Laptops in kommerzieller Qualität – ohne bleibende Verformung oder Oberflächenrisse. Durch progressives Stanzen und anschließendes Prägen an den Stellen der Scharnierbohrungen wird sichergestellt, dass der Bohrungsdurchmesser und die Positionsgenauigkeit den Anforderungen an eine enge Presspassung der Scharnier-Drehzapfen-Baugruppe entsprechen.
Interne Gehäuseverstärkungshalterungen, Abstandshalter für die Motherboard-Montage, Halteklammern für Wärmemodule und Stützrahmen für die Tastatur-Rückplatte sind weitere Kategorien von Laptop-Stanzteilen, bei denen die dimensionale Stapelung von entscheidender Bedeutung ist. Da Montagetoleranzen auf Systemebene in Bruchteilen eines Millimeters gemessen werden, muss jede Stanzung konsequent ihr individuelles Toleranzfenster erreichen – typischerweise ±0,1 mm bei Lochpositionen und ±0,05 mm bei kritischen Passungen –, um eine Robotermontage ohne manuelle Anpassung zu ermöglichen. Auf diese Teile werden Oberflächenbehandlungen wie stromlose Vernickelung, Schwarzoxid und chemische Konversionsbeschichtung angewendet, um die Anforderungen an Korrosionsbeständigkeit und Erdungsleitfähigkeit zu erfüllen.
Stanzteile für Haushaltsgeräte dienen als strukturelles und funktionelles Kerngerüst von Kühlschränken, Waschmaschinen, Klimaanlagen und Mikrowellenherden. Im Gegensatz zu Unterhaltungselektronik, bei der die Produktlebensdauer typischerweise drei bis fünf Jahre beträgt, sind große Haushaltsgeräte für den Dauerbetrieb von zehn bis fünfzehn Jahren in häuslichen Umgebungen ausgelegt, die Feuchtigkeit, Temperaturschwankungen, Vibrationen und chemischer Belastung durch Reinigungsmittel ausgesetzt sind. Die geprägten Metallkomponenten in diesen Produkten müssen dieser Haltbarkeitserwartung entsprechen.
Die Materialauswahl für Stanzteile von Haushaltsgeräten spiegelt diese Anforderung einer langen Lebensdauer wider. Verzinktes Stahlblech (feuerverzinkt oder galvanisch verzinkt) bietet Korrosionsschutz für Innenverkleidungen und Fahrgestellkomponenten, die Kondenswasser und Reinigungsmitteln ausgesetzt sind. Edelstahl der Güteklasse 430 ist für sichtbare Außenflächen und innere Trommelkomponenten in Waschmaschinen spezifiziert, bei denen ästhetisches Aussehen und Fleckenbeständigkeit höchste Anforderungen stellen. Aluminiumlegierungsbleche – typischerweise 3003 oder 5052 – werden in Wärmetauscherrippen und dekorativen Frontplatten verwendet, bei denen Gewichtsreduzierung und Eloxierungskompatibilität Priorität haben.
Innerhalb der Gerätebaugruppe erfüllen Haushaltsgeräte-Stanzteile drei primäre Strukturfunktionen. Motormontagehalterungen befestigen interne Motoren – Kompressoren in Kühlschränken, Antriebsmotoren in Waschmaschinen, Lüftermotoren in Klimaanlagen-Innengeräten – mit ausreichender Steifigkeit am Geräterahmen, um Vibrationen zu isolieren und Ermüdungsschäden an Befestigungsstellen während der Produktlebensdauer zu verhindern. Chassis-Stanzteile bilden das tragende Skelett, das den Gerätekörper trägt, das Gewicht der internen Komponenten trägt und die Maßangaben liefert, auf die sich alle Montagevorgänge beziehen. Verbindungsstücke verbinden wichtige Unterbaugruppen und übertragen mechanische Lasten zwischen dem Strukturrahmen, den Türscharnieren, den Montagestrukturen des Bedienfelds und den Rohrleitungs- oder Kabelbaumführungshalterungen.
Bei der Herstellung von Stanzteilen für Haushaltsgeräte werden strenge Qualitätskontrollen durchgeführt, um den Anforderungen an eine lange Lebensdauer von Haushaltsgeräten gerecht zu werden. Die folgenden Prüfparameter werden routinemäßig bei der Eingangskontrolle, den In-Prozess-Kontrollpunkten und der Endabnahme überprüft:
Die drei Hauptsegmente – allgemeine Metallstanzteile, elektronische Stanzteile, Laptop-Stanzteile und Haushaltsgeräte-Stanzteile – nutzen den gleichen Kernherstellungsprozess, unterscheiden sich jedoch erheblich in Bezug auf Materialqualität, Maßtoleranz, Oberflächenbeschaffenheit und Anforderungen an die Serviceumgebung. Die folgende Tabelle fasst die wichtigsten Unterschiede zur Unterstützung von Spezifikations- und Beschaffungsentscheidungen zusammen:
| Attribut | Elektronische Stanzteile | Laptop-Stanzteile | Stanzteile für Haushaltsgeräte |
|---|---|---|---|
| Typische Materialstärke | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Schlüsselmaterialien | Phosphorbronze, Berylliumkupfer, Neusilber | Hochfester Edelstahl, kaltgewalzter Stahl | Verzinkter Stahl, Edelstahl 430, Aluminiumlegierung |
| Maßtoleranz | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primärer Leistungsfokus | Leitfähigkeit, Kontaktkraft, EMI-Dämpfung | Lebensdauer, Steifigkeit, Gewichtsminimierung | Korrosionsbeständigkeit, strukturelle Belastbarkeit |
| Oberflächenbehandlung | Vergoldung, Vernickelung, Verzinnung | Chemisch Nickel, schwarzes Oxid, chemische Umwandlung | Feuerverzinkung, Pulverbeschichtung, Eloxieren |
| Design-Lebensdauer | 3 – 5 Jahre (Konsumzyklus) | 3 – 7 Jahre | 10 – 15 Jahre |

Die Auswahl eines leistungsfähigen Stanzlieferanten erfordert die parallele Bewertung der technischen Infrastruktur, der Qualitätsmanagementsysteme und der Produktionskapazität. Das niedrigste Stückpreisangebot eines Lieferanten ohne validierte Werkzeugfähigkeit, In-Prozess-Inspektionsausrüstung und Oberflächenbehandlungskontrolle führt durchweg zu höheren Gesamtkosten durch Nacharbeit, Produktionsunterbrechungen und Feldrücksendungen. Die folgenden Kriterien bilden einen strukturierten Bewertungsrahmen:
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen















