- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Leitfaden für Metallstanz- und Zeichnungsteile
2026-03-23
Inhalt
- 1 Was sind Metallstanzteile und wie werden sie hergestellt?
- 2 Produkte aus Metallziehteilen: Prozessprinzipien und -fähigkeiten
- 3 Materialien, die bei Metallstanz- und Ziehvorgängen verwendet werden
- 4 Metallstanzteile in der Herstellung von Haushaltsgeräten
- 5 Automobilanwendungen: Sicherheit, Präzision und Leistung
- 6 Qualitätskontrolle und Toleranzmanagement in der Stanzproduktion
Was sind Metallstanzteile und wie werden sie hergestellt?
Stanzteile aus Metall sind präzisionsgeformte Metallkomponenten, die durch kontrollierte Krafteinwirkung durch eine Stanzpresse hergestellt werden, um Blech mithilfe von Matrizen aus gehärtetem Werkzeugstahl in eine definierte Form zu verformen. Der Prozess umfasst eine Familie von Arbeitsgängen – Stanzen, Lochen, Biegen, Formen, Prägen und Prägen – die einzeln in einstufigen Matrizen oder kombiniert in Folge- oder Transfermatrizen durchgeführt werden können, die mehrere Arbeitsgänge in einem einzigen Pressenhub durchführen. Das Ergebnis ist ein Bauteil mit konsistenter Geometrie, engen Maßtoleranzen und Oberflächenbeschaffenheitsmerkmalen, die vollständig durch das Design der Matrize und nicht durch die Fähigkeiten des Bedieners bestimmt werden, was das Stanzen zu einem der wiederholbarsten und skalierbarsten Metallumformprozesse macht, die Herstellern zur Verfügung stehen.
Die Wirtschaftlichkeit von Metallstanzteilen wird durch die Werkzeugamortisation bei hohen Produktionsmengen bestimmt. Sobald die Werkzeuginvestition getätigt ist, sinken die Stückkosten gestanzter Komponenten mit zunehmendem Volumen rapide – sodass das Stanzen zum dominierenden Formverfahren für alle Anwendungen wird, die Tausende oder Millionen identischer Metallkomponenten erfordern. Für Hersteller von Haushaltsgeräten, die jährlich Millionen von Einheiten produzieren, und Automobil-OEMs mit Modellserien in Hunderttausenden Größenordnungen ist der Kostenvorteil des Stanzens gegenüber der maschinellen Bearbeitung oder dem Gießen entscheidend. Eine konstante Dicke und enge Toleranzen werden durch die Formgeometrie automatisch eingehalten, wodurch Maßschwankungen vermieden werden, die bei weniger präzisen Herstellungsmethoden eine manuelle Inspektion und Sortierung erfordern.
Produkte aus Metallziehteilen: Prozessprinzipien und -fähigkeiten
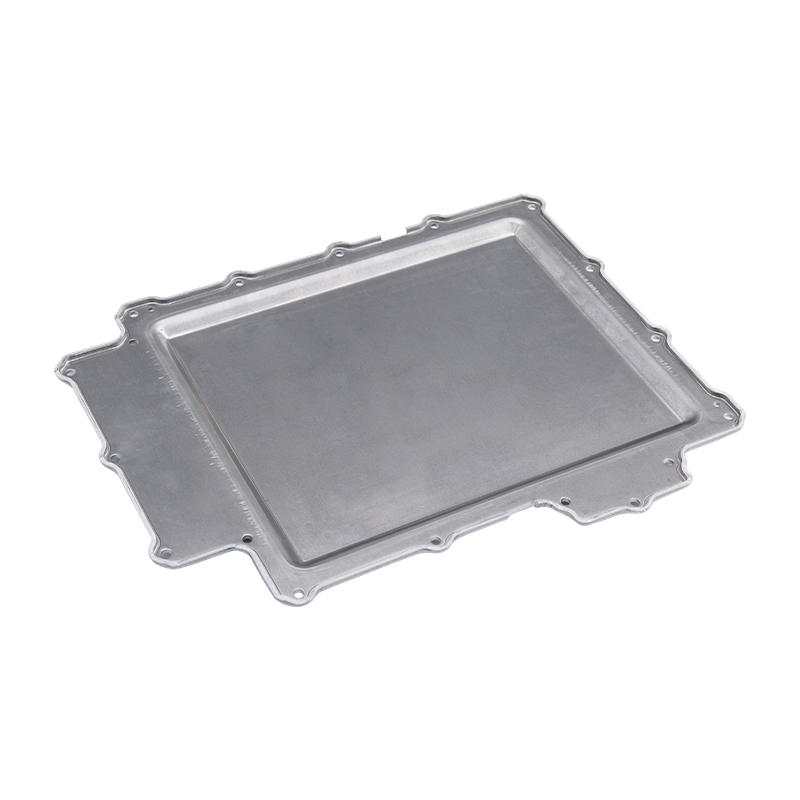
Produkte aus Metallziehteilen werden durch Tiefziehen hergestellt – ein Stanz-Unterprozess, bei dem ein flacher Blechrohling durch die mechanische Wirkung eines Stempels radial in eine Formform gezogen wird, wodurch ein hohles, nahtloses Bauteil mit einer Tiefe entsteht, die seinen Durchmesser übersteigt. Tiefziehen ist der Prozess, der zylindrischen Dosen, Bechern, Schalen, Gehäusen und Gehäusen in nahezu allen Fertigungsindustrien zugrunde liegt. Im Gegensatz zu Biege- oder Stanzvorgängen, bei denen Material abgeschert oder gefaltet wird, wird beim Tiefziehen das Metall plastisch verformt, indem ein kontrollierter Materialfluss vom Flanschbereich in den Formhohlraum bewirkt wird, wodurch flaches Blech ohne Materialentfernung in eine dreidimensionale Form umgewandelt wird.
Die Qualität von Metallziehteilprodukten hängt von der präzisen Verwaltung mehrerer interagierender Prozessparameter ab: Blechhalterkraft, Stempelgeschwindigkeit, Schmierung, Materialduktilität und Ziehverhältnis – das Verhältnis zwischen Rohlingsdurchmesser und Stempeldurchmesser. Das Überschreiten des Grenzziehverhältnisses des Materials ohne Zwischenglühen führt zu Faltenbildung, Rissen oder einer ungleichmäßigen Wandstärke, die das Teil unbrauchbar macht. Moderne Tiefziehbetriebe nutzen Finite-Elemente-Simulation während der Formkonstruktion, um den Materialfluss vorherzusagen und Prozessparameter zu optimieren, bevor Werkzeuge geschnitten werden. Dadurch werden die Entwicklungszeit und der Ausschuss, die mit empirischen Versuch-und-Irrtum-Ansätzen verbunden sind, erheblich reduziert.
Hauptunterschiede zwischen Stanzen und Tiefziehen
- Teilegeometrie — Metallstanzteile sind typischerweise flache oder flach geformte Komponenten, die in einem einzigen Pressenhub hergestellt werden, während Metallziehteilprodukte hohle, dreidimensionale Schalen sind, die durch progressiven Materialfluss über eine oder mehrere Ziehstufen hergestellt werden.
- Materialspannungszustand — Beim Stanzen wird das Material hauptsächlich Zug-, Druck- oder Biegespannungen in der Blechebene ausgesetzt. Durch das Tiefziehen entsteht ein komplexer biaxialer Spannungszustand – Zug in der Wand, Druck im Flansch –, der für eine erfolgreiche Umformung Materialien mit hoher Dehnung und einem niedrigen Verhältnis von Streckgrenze zu Zugfestigkeit erfordert.
- Komplexität der Werkzeuge — Tiefziehmatrizen erfordern eine präzise Kontrolle des Abstands zwischen Stempel und Matrize, Blechhaltersysteme und oft mehrere Nachziehstufen für tiefe Komponenten, was die Werkzeugbestückung komplexer und kostspieliger macht als Stanzmatrizen mit gleichem Volumen für flach geformte Teile.
- Anforderungen an die Oberflächenbeschaffenheit — Produkte aus Metallziehteilen, die in sichtbaren Anwendungen verwendet werden – etwa Gerätegehäuse oder Kosmetikverpackungen – erfordern ein sorgfältiges Schmiermittelmanagement und eine sorgfältige Oberflächenbearbeitung der Form, um Werkzeugspuren, Abrieb und Orangenhaut auf der gezogenen Oberfläche zu verhindern.
Materialien, die bei Metallstanz- und Ziehvorgängen verwendet werden
Materialauswahl für Metallstanzteile und Produkte für Metallziehteile ist eine der folgenreichsten Entscheidungen im Komponentenentwicklungsprozess. Das gewählte Material muss die Anforderungen an die mechanischen Eigenschaften der Anwendung, die Formbarkeitsanforderungen des Stanz- oder Ziehprozesses, die Anforderungen an die Oberflächenbeschaffenheit des fertigen Teils und die Kostenbeschränkungen des Herstellungsprogramms erfüllen. Die folgenden Materialien machen in allen Industriezweigen den Großteil der Stanz- und Ziehteile aus.
| Material | Schlüsseleigenschaften | Typische Anwendungen |
| Kohlenstoffarmer Stahl (DC01–DC06) | Hervorragende Formbarkeit, niedrige Kosten, schweißbar | Geräteverkleidungen, Halterungen, Karosserieverstärkungen |
| Hochfester Stahl (HSS/AHSS) | Hohe Streckgrenze, Crash-Energieabsorption | Struktur- und Sicherheitskomponenten für Kraftfahrzeuge |
| Verzinkter/elektrolytisch verzinkter Stahl | Korrosionsbeständig, lackierbar | Waschmaschinenwannen, Kühlschrankrahmen |
| Edelstahl (304, 430) | Korrosionsbeständigkeit, hygienische Oberfläche | Innenauskleidungen für Geräte, Lebensmittelgeräte |
| Aluminiumlegierung (1xxx, 3xxx, 5xxx) | Leicht, korrosionsbeständig | Karosserieteile für Kraftfahrzeuge, Wärmetauscher |
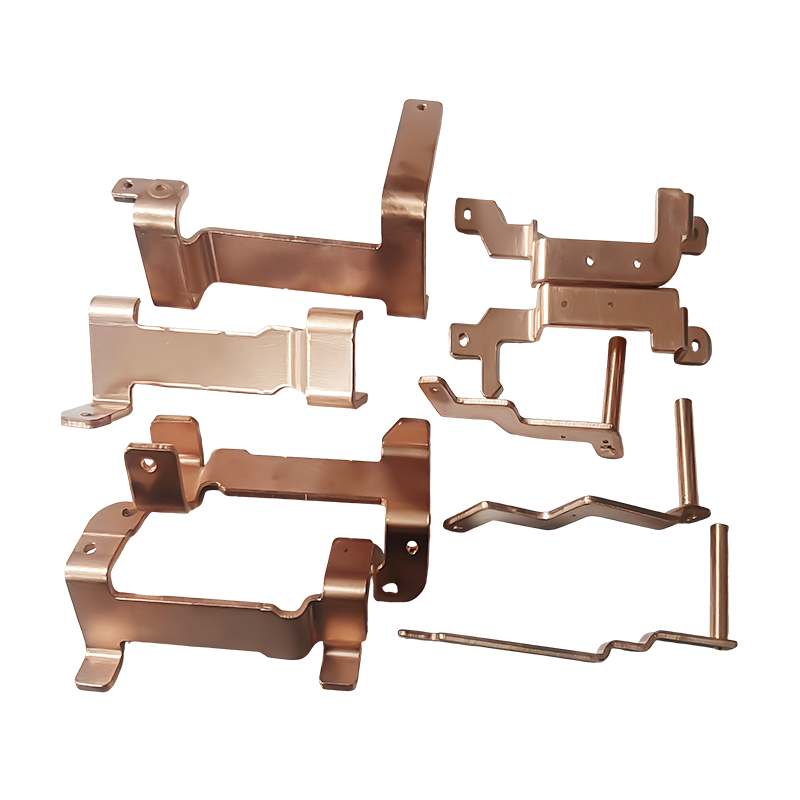
| Kupfer und Messing | Elektrische Leitfähigkeit, Formbarkeit | Elektrische Kontakte, Steckverbinder, Klemmen |
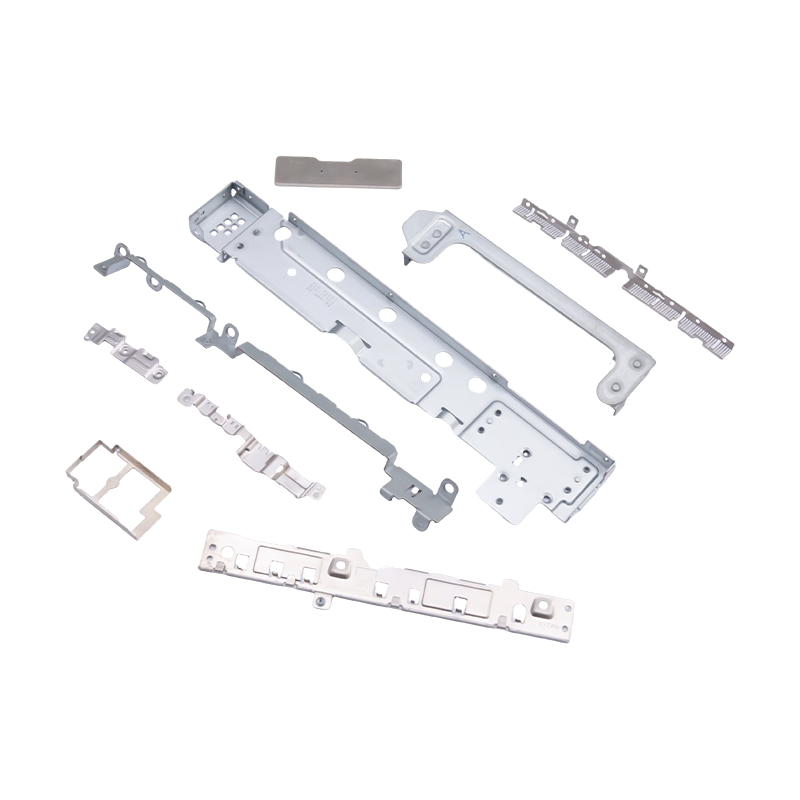
Metallstanzteile in der Herstellung von Haushaltsgeräten
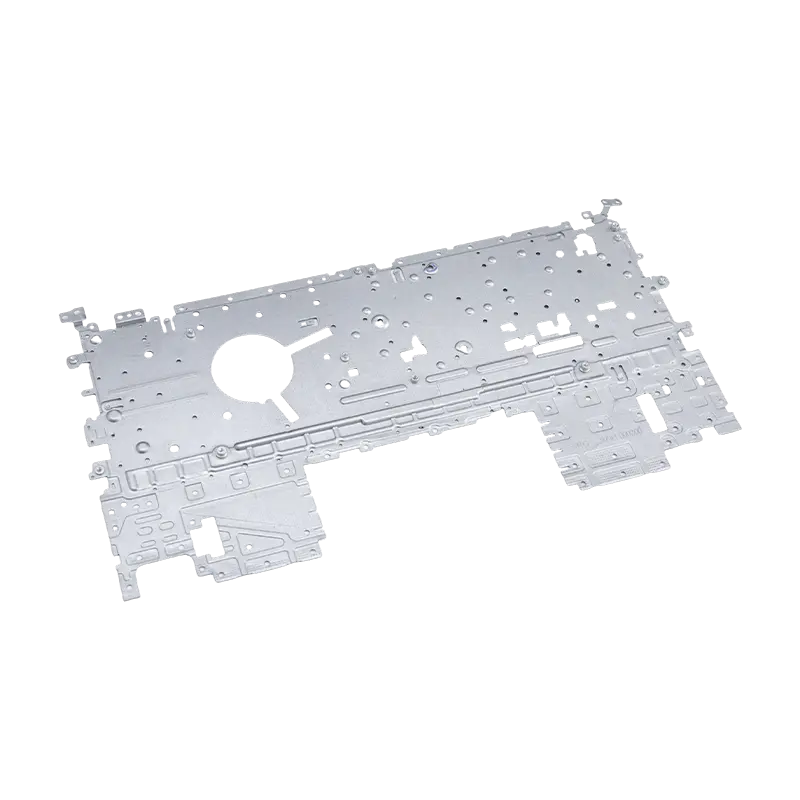
Die Herstellung von Haushaltsgeräten ist einer der größten und anspruchsvollsten Anwendungsbereiche für Metallstanzteile. Jede wichtige Gerätekategorie – Kühlschränke, Waschmaschinen, Klimaanlagen, Geschirrspüler und Kochgeräte – enthält Dutzende bis Hunderte von gestanzten Komponenten, die gleichzeitig strukturelle, funktionale und ästhetische Funktionen erfüllen. Die Maßhaltigkeit, die das Stanzen liefert, ist bei der Gerätemontage von entscheidender Bedeutung, wo Komponenten von mehreren Lieferanten innerhalb enger Montagetoleranzen auf Hochgeschwindigkeitsproduktionslinien zusammenpassen müssen.
Kühlschränke
Kühlschranktürrahmen gehören zu den formkritischsten Stanzteilen im Gerätebau. Der Türrahmen muss innerhalb enger Toleranzen flach und gerade sein, um einen gleichmäßigen Kontakt mit der Türdichtung über den gesamten Umfang sicherzustellen – eine Anforderung, die direkt mit der Energieeffizienzklasse des Kühlschranks zusammenhängt. Jede Maßabweichung, die zu Dichtungsspalten führt, führt zu Kaltluftleckagen, einer längeren Kompressorlaufzeit und einem Energieverbrauch über dem zertifizierten Wert. Die Fähigkeit des Stanzens, diese Toleranzen bei der Großserienproduktion konstant einzuhalten, macht es zur einzigen praktikablen Fertigungsmethode für diese Anwendung.
Waschmaschinen
Bei den Innenbottichhalterungen von Waschmaschinen handelt es sich um Stanzteile, die erheblichen dynamischen Belastungen standhalten müssen – die Zentrifugalkräfte beim Schleudern können mehrere hundert Kilogramm erreichen – und gleichzeitig präzise Positionsbeziehungen zwischen Bottich, Trommellagern und Motorbaugruppe aufrechterhalten müssen. Die Maßgenauigkeit der Halterung wirkt sich direkt auf das Vibrationsgleichgewicht beim Hochgeschwindigkeitsschleudern aus, was wiederum den Geräuschpegel, die Lagerlebensdauer und die strukturelle Ermüdungslebensdauer der gesamten Maschine bestimmt. Gestanzte Halterungen, die mit gleichbleibender Dicke und engen Toleranzen hergestellt werden, eliminieren Montagevariationen, die andernfalls individuelle Ausgleichseinstellungen an jeder Einheit erfordern würden.
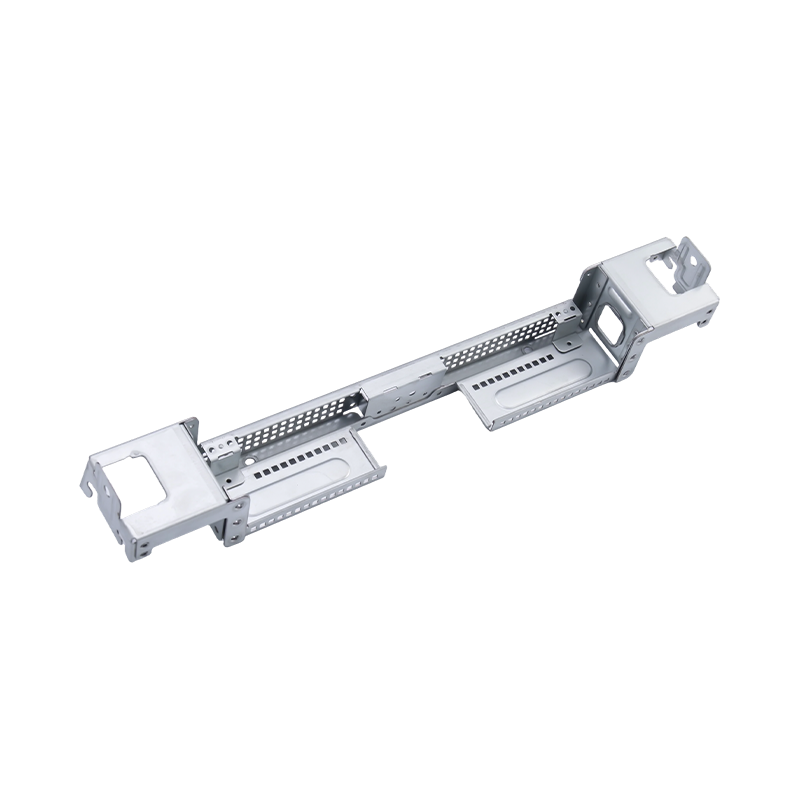
Klimaanlagen
Klimatisierungsgehäuse verwenden Stanzteile für eine stabile Tragfähigkeit und eine präzise Montage des Kompressors, des Lüftermotors, des Wärmetauschers und der elektrischen Komponenten. Das Chassis muss seine Dimensionsgeometrie trotz der mechanischen Belastungen beim Transport, der Installation und den jahrelangen Vibrationen des Kompressors und Lüfters beibehalten. Chassis aus gestanztem Stahl mit gleichbleibender Wandstärke bieten das für diese Anwendungen erforderliche Verhältnis von Steifigkeit zu Gewicht, ohne dass die Kosten für maschinell bearbeitete oder gegossene Alternativen anfallen.
Automobilanwendungen: Sicherheit, Präzision und Leistung
Im Automobilsektor sind Metallstanzteile von entscheidender Bedeutung für Sicherheit und Leistung, sodass Maßhaltigkeit und Materialintegrität zu nicht verhandelbaren Anforderungen werden. Die Stanzspezifikationen für die Automobilindustrie gehören zu den strengsten in der gesamten Fertigungsindustrie. Maßtoleranzen für sicherheitskritische Komponenten werden im Zehntelmillimeterbereich gemessen und die Anforderungen an die Materialeigenschaften werden durch statistische Prozesskontrolle und nicht durch Stichprobenprüfung überprüft.
Brems- und Federungskomponenten
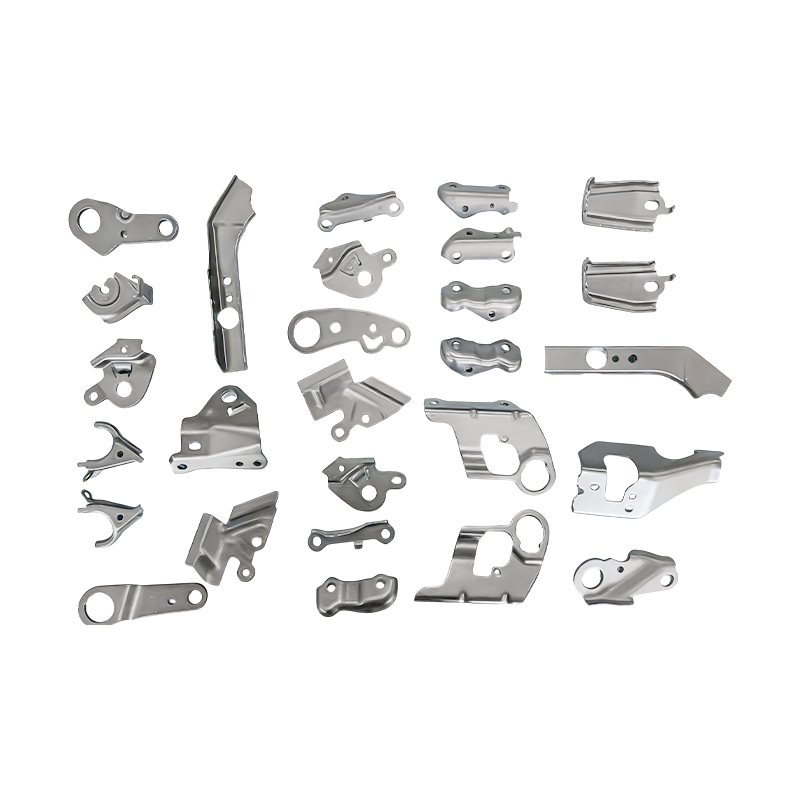
Bremssattelkomponenten gehören zu den anspruchsvollsten Anwendungen für Metallstanzteile im Automobilsektor. Die Bremssattelhalterung und die Montageteile müssen eine präzise Geometrie beibehalten, um eine korrekte Belagausrichtung, eine gleichmäßige Klemmkraftverteilung und eine konstante Bremsleistung über den gesamten Betriebstemperatur- und Lastbereich hinweg zu gewährleisten. Die hohe Maßgenauigkeit des Stanzens – typischerweise ±0,1 mm oder besser bei kritischen Merkmalen in Produktionswerkzeugen – erfüllt diese Anforderungen bei den Mengen und Kosten, die die Automobilfertigung erfordert. Jede Abweichung von der spezifizierten Geometrie der Bremskomponenten führt direkt zu einer Variabilität der Bremsleistung, die sich auf die Fahrzeugsicherheitszertifizierung auswirkt.
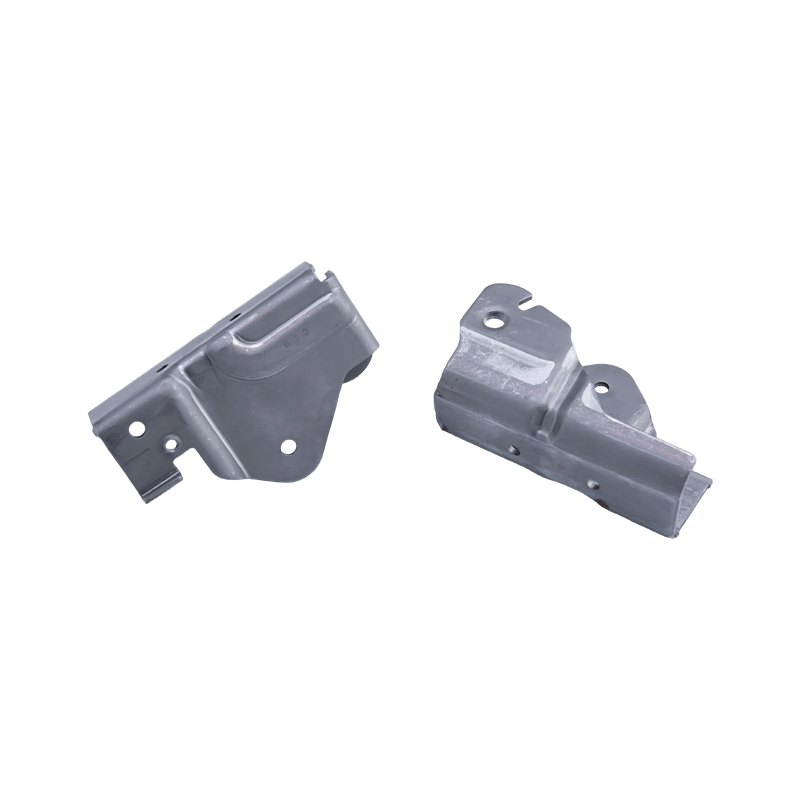
Sitzstrukturen und Karosserieverstärkungen
Sitzhalterungen und Karosserieverstärkungen sind auf die hohe Maßgenauigkeit des Stanzens angewiesen, um bei Crashtests die strengen Automobilsicherheitsstandards zu erfüllen. Sitzhalterungen müssen ihre Lastpfadintegrität unter den extremen Kräften bewahren, die bei Frontal- und Seitenaufprallereignissen entstehen, um sicherzustellen, dass die Insassen-Rückhaltesysteme ordnungsgemäß funktionieren. Verstärkungen von Karosserieteilen – Türeinstiegsträger, B-Säulen-Einsätze und Bodentunnelverstärkungen – werden zunehmend aus fortschrittlichen hochfesten Stahlstanzteilen hergestellt, die Aufprallenergie durch kontrollierte Verformung absorbieren, ein Verhalten, das entscheidend von der präzisen Konsistenz der Materialstärke und der Geometriegenauigkeit abhängt. Die Vielseitigkeit von Metallstanzteilen in diesen sicherheitskritischen Anwendungen macht sie für eine zuverlässige und kostengünstige Fertigung im Automobilsektor unverzichtbar.
Qualitätskontrolle und Toleranzmanagement in der Stanzproduktion
Die Wahrung der Maßhaltigkeit bei der Produktion von Stanzteilen in großen Stückzahlen erfordert einen systematischen Ansatz zur Qualitätskontrolle, der bei der Formkonstruktion beginnt und sich über alle Produktionsstufen hinweg fortsetzt. Die Maßgenauigkeit, die Metallstanzteile für die Montage wertvoll macht – sie reduziert Montagelücken, senkt die Produktionskosten und erhöht die Produkthaltbarkeit – ist kein automatisches Ergebnis des Stanzprozesses. Es ist das Ergebnis einer disziplinierten Prozesskontrolle, die während des gesamten Produktionslaufs konsequent angewendet wird.
- Erstmusterprüfung (FAI) — Eine vollständige Maßüberprüfung der ersten Produktionsteile anhand der Konstruktionszeichnung mithilfe von Koordinatenmessgeräten (CMM) bestätigt, dass die Form Teile innerhalb der Toleranz produziert, bevor die Serienproduktion beginnt. FAI-Daten liefern die Basislinie, anhand derer spätere Produktionsschwankungen gemessen werden.
- Statistische Prozesskontrolle (SPC) — Die kontinuierliche Überwachung kritischer Abmessungen während der Produktion mithilfe von Regelkarten identifiziert Prozessabweichungen, bevor Teile außerhalb der Toleranz entstehen, und ermöglicht so präventive Werkzeuganpassungen statt reaktiver Ausschusserzeugung.
- Wartungspläne für die Sterben — Fortschreitender Werkzeugverschleiß – insbesondere an Schneidkanten, Biegeradien und Ziehsicken – wirkt sich direkt auf die Teileabmessungen aus. Strukturierte Werkzeugwartungsintervalle basierend auf der Anzahl der Teile mit Maßüberprüfung in jedem Intervall verhindern, dass durch Werkzeugverschleiß verursachte Toleranzabweichungen die montierten Produkte erreichen.
- Materialeingangskontrolle — Schwankungen der Blechdicke, Abweichungen der Streckgrenze und der Oberflächenzustand wirken sich alle auf die Abmessungen und das Rückfederungsverhalten der Stanzteile aus. Die Überprüfung eingehender Materialien anhand zertifizierter Werkstestberichte und statistische Stichproben physikalischer Eigenschaften verhindern, dass materialbedingte Maßabweichungen in den Prozess gelangen.
-

Vorheriger Beitrag
Leitfaden zum Tiefziehen von Metallstanzwerkzeugen für Automobilteile
Nächster Beitrag
Metallstanzteile für Automobile und Haushaltsgeräte: Prozesse, Materialien und Qualitätsstandards
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
