- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Metallstanzteile für Automobile und Haushaltsgeräte: Prozesse, Materialien und Qualitätsstandards
Metallstanzteile für Automobile und Haushaltsgeräte: Prozesse, Materialien und Qualitätsstandards
2026-03-16
Inhalt
- 1 Was ist Stanzherstellung?
- 2 Kernprozesse in der Stanzfertigung
- 3 Metallstanzteile in der Herstellung von Haushaltsgeräten
- 4 Metallstanzteile in Automobilanwendungen
- 5 Materialauswahl für Metallstanzteile
- 6
- 7
- 8 Qualitätskontrolle in der Stanzherstellung
- 9 Warum die Stanzfertigung nach wie vor die erste Wahl ist
Was ist Stanzherstellung?
Bei der Stanzherstellung handelt es sich um einen Kaltumformprozess für die Metallbearbeitung, bei dem flaches Blech einer Stanzpresse zugeführt wird, die mit einem maßgeschneiderten Matrizensatz ausgestattet ist, und mechanische oder hydraulische Kräfte angewendet werden, um das Material in eine genau definierte Form zu schneiden, zu biegen, zu ziehen oder zu prägen. Der Prozess umfasst eine breite Palette von Arbeitsgängen – Stanzen, Lochen, Formen, Tiefziehen, Prägen und Folgestanzen –, die jeweils für unterschiedliche Geometrien, Materialstärken und Produktionsmengen geeignet sind. Was all diese Vorgänge vereint, ist der grundlegende Vorteil des Stanzens: die Möglichkeit, große Mengen maßhaltiger Metallstanzteile mit hoher Geschwindigkeit und niedrigen Stückkosten herzustellen, mit minimalem Materialabfall im Vergleich zu subtraktiven Bearbeitungsmethoden.
Modern Stanzherstellung setzt auf servoangetriebene und hydraulische Pressen mit einer Kraft von 20 bis über 2.000 Tonnen, gepaart mit Präzisionswerkzeugen, die mit im Mikrometerbereich gemessenen Toleranzen hergestellt werden. Computergestützte Werkzeugkonstruktions- und Simulationssoftware ermöglicht es Ingenieuren, den Metallfluss, die Rückfederung und die Ausdünnung vorherzusagen, bevor ein einzelnes Stück Stahl geschnitten wird, was die Werkzeugentwicklungszyklen und die Ausschussquote beim ersten Artikel drastisch reduziert. Das Ergebnis ist eine Fertigungsdisziplin, die in der Lage ist, Metallstanzteile zu liefern, die die anspruchsvollen Maß- und Strukturanforderungen so unterschiedlicher Branchen wie Unterhaltungselektronik, Haushaltsgeräte und Automobilbau erfüllen.
Kernprozesse in der Stanzfertigung
Das Verständnis der spezifischen Vorgänge bei der Stanzfertigung hilft Beschaffungsingenieuren und Produktdesignern bei der Auswahl des kostengünstigsten Ansatzes für eine bestimmte Komponentengeometrie und ein bestimmtes Produktionsvolumen. Die Hauptprozesskategorien weisen jeweils unterschiedliche Werkzeuganforderungen und Leistungsmerkmale auf.
Progressives Stanzen
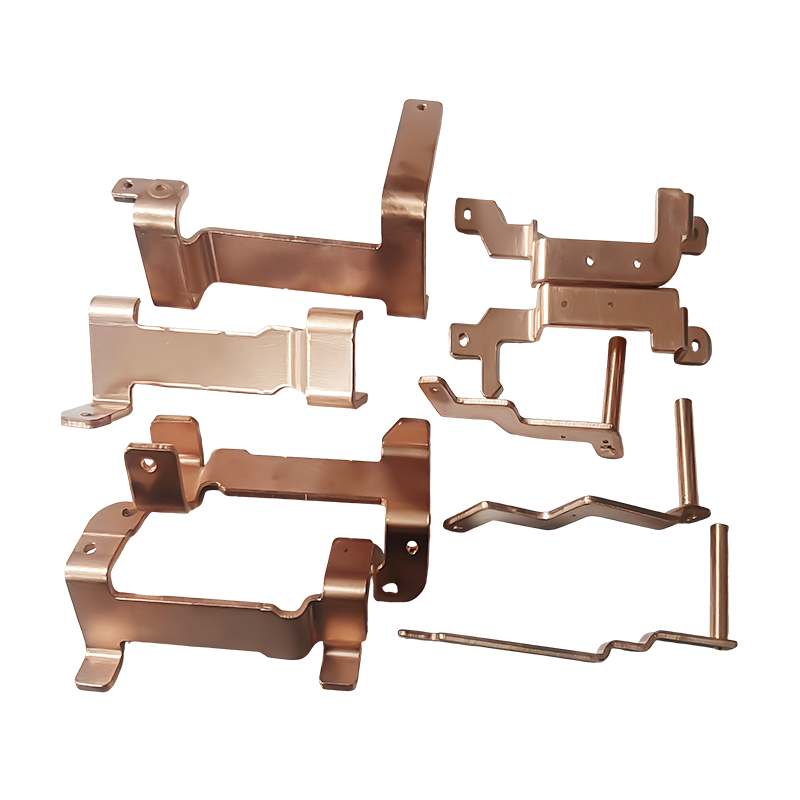
Beim progressiven Stanzen wird ein Metallstreifen durch eine Reihe von Stationen innerhalb eines einzigen Stanzsatzes geführt, wobei jede Station beim Vorschub des Streifens einen Arbeitsgang ausführt – Stanzen, Kerben, Biegen oder Formen. Wenn das Band die letzte Station verlässt, werden die vollständig geformten Metallstanzteile vom Trägerband getrennt und gesammelt. Dieser Ansatz ist äußerst effizient für kleine bis mittelgroße Teile, die in sehr großen Stückzahlen hergestellt werden, wie z. B. Anschlussklemmen, Klammern und Gerätemontageteile, da die gesamte Sequenz mit Pressengeschwindigkeit abläuft, ohne dass zwischen den Arbeitsgängen eine manuelle Teilehandhabung erforderlich ist.
Tiefziehen
Durch das Tiefziehen wird ein flacher Metallrohling in eine hohle, nahtlose Schale umgewandelt, indem er mit einem Stempel in den Hohlraum einer Matrize gepresst wird. Das Verfahren ist von grundlegender Bedeutung für die Herstellung zylindrischer und kastenförmiger Komponenten, darunter Wanneninnenhalterungen für Waschmaschinen, Getränkedosen und Kraftstofftankgehäuse für Kraftfahrzeuge. Die Materialauswahl ist beim Tiefziehen von entscheidender Bedeutung: Das Metall muss eine ausreichende Duktilität und günstige Umformverhältnisse aufweisen, um die erforderliche große plastische Verformung ohne Risse oder Faltenbildung zu durchlaufen. Kohlenstoffarmer Stahl, Aluminiumlegierungen und Edelstahl sind die am häufigsten tiefgezogenen Materialien in Stanzanwendungen für Haushaltsgeräte und Automobile.
Feinschneiden
Beim Feinstanzen handelt es sich um einen speziellen Stanzprozess, der Teile mit Schnittkanten von außergewöhnlicher Glätte und Ebenheit erzeugt und so die sekundären Nachbearbeitungsvorgänge, die beim herkömmlichen Stanzen erforderlich sind, überflüssig macht. Durch gleichzeitiges Aufbringen eines Gegendrucks und einer Stopfringkraft mit der Schneidkraft bleibt das Material beim Feinschneiden während des gesamten Schervorgangs unter Druckspannung, wodurch Schnittflächen entstehen, die nahezu über die gesamte Materialdicke glatt sind. Dies macht das Feinstanzen zum bevorzugten Verfahren für Bremssattelkomponenten und Sitzhalterungen in Automobilanwendungen, bei denen die Kantenqualität direkten Einfluss auf die Ermüdungslebensdauer und die Passung der Baugruppe hat.
Metallstanzteile in der Herstellung von Haushaltsgeräten
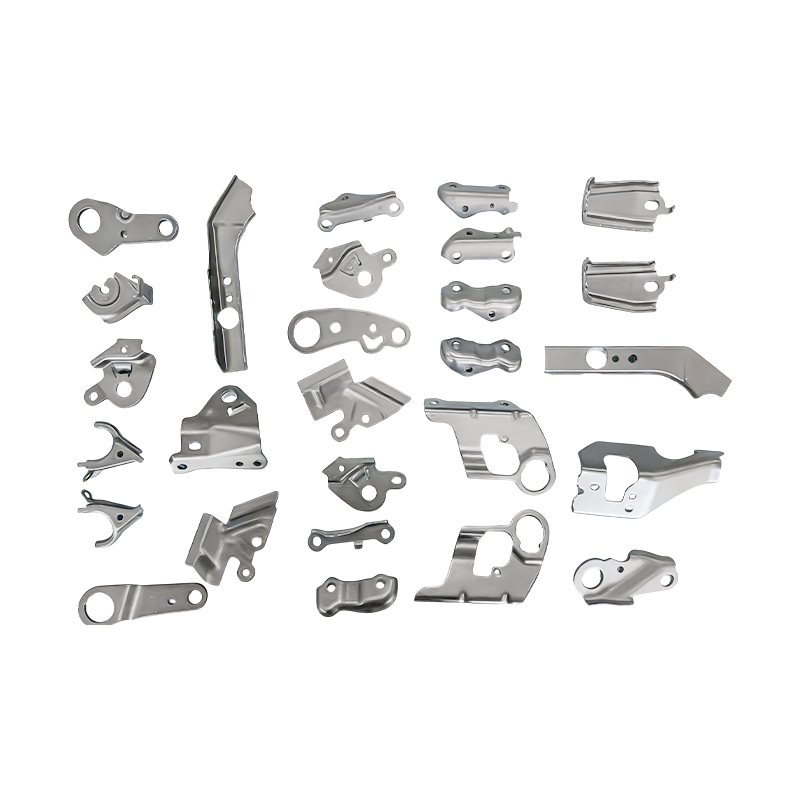
Haushaltsgeräte stellen einen der volumenstärksten Anwendungsbereiche für Metallstanzteile dar. Die Kombination aus struktureller Komplexität, Maßhaltigkeitsanforderungen und Kostensensibilität bei der Herstellung von Geräten stimmt genau mit dem überein, was die Stanzfertigung liefert. In allen Produktkategorien übernehmen gestanzte Komponenten Trag-, Ausrichtungs- und Gehäusefunktionen, die die langfristige Zuverlässigkeit des Geräts bestimmen.
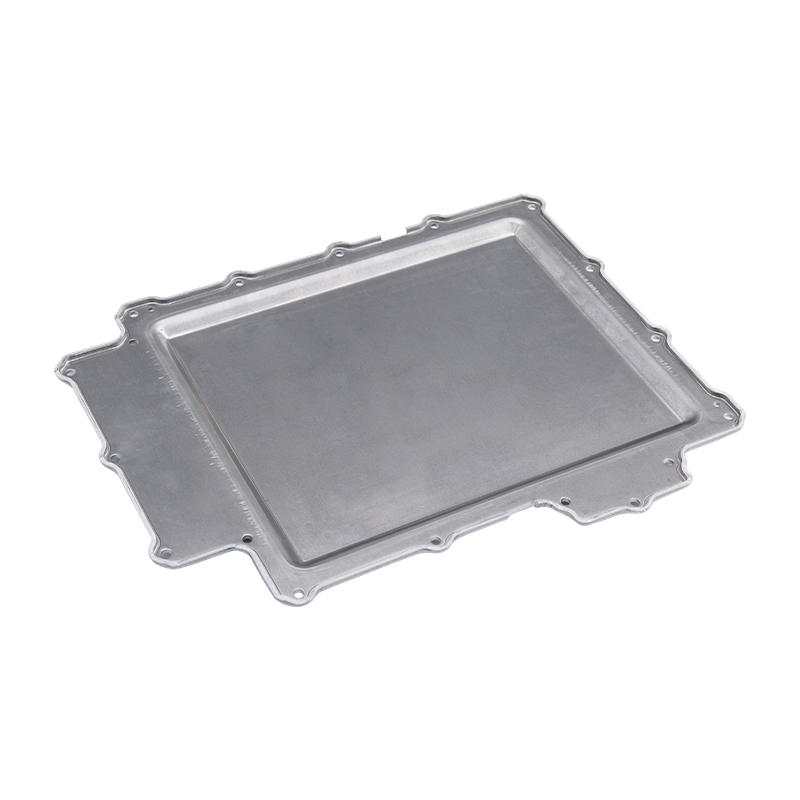
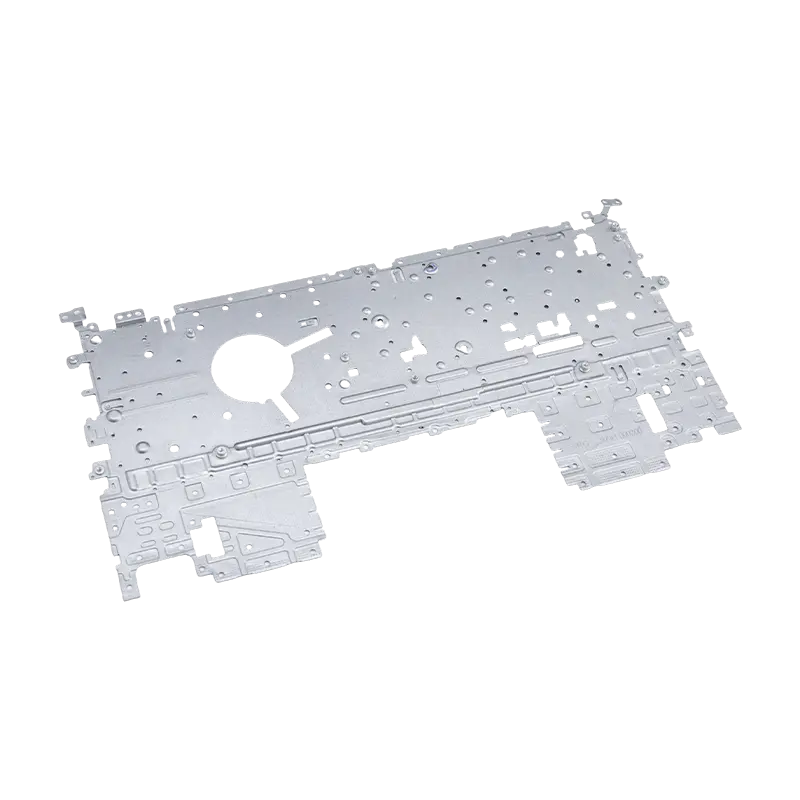
Bei Kühlschränken sorgen durch Rollformen und progressives Stanzen hergestellte Türrahmen für den starren Umfang, der das Türgewicht trägt, die Dichtungsflächen aufrechterhält und Scharnierbefestigungspunkte aufnimmt. Die Maßhaltigkeit dieser Rahmen wirkt sich direkt auf die Türausrichtung und die Energieeffizienz aus – ein Türrahmen, der auch nur um den Bruchteil eines Millimeters außerhalb der Toleranz liegt, kann zu einem Dichtungsleck führen, das die Zyklusfrequenz des Kompressors und den Energieverbrauch erhöht. Innenwannenhalterungen für Waschmaschinen, die typischerweise aus verzinktem oder rostfreiem Stahlblech hergestellt werden, müssen Unwuchtbelastungen bei hoher Rotationsgeschwindigkeit und wiederholten Temperaturwechseln standhalten, ohne dass es zu Ermüdungsschäden kommt. Die Chassisplatten der Klimaanlage bilden das strukturelle Skelett des Außengeräts und halten Kompressoren, Ventilatoren und Wärmetauscher in präziser räumlicher Beziehung, während sie gleichzeitig Vibrationen und Witterungseinflüssen widerstehen.
Die gleichmäßige Dicke und die engen Toleranzen der Metallstanzteile reduzieren die Montagelücken bei all diesen Anwendungen, vereinfachen den Endmontageprozess, reduzieren den Bedarf an einstellbaren Befestigungselementen oder Ausgleichsvorgängen und verbessern die kosmetische Qualität des Endprodukts.
Metallstanzteile in Automobilanwendungen
Die Automobilindustrie ist weltweit der größte Einzelverbraucher von Metallstanzteilen. Ein typischer Personenkraftwagen enthält mehrere hundert einzelne Stanzteile, von Karosserieteilen in Quadratmetern bis hin zu Präzisionsbremskomponenten in Millimetern. Bei der Herstellung von Stanzteilen für die Automobilindustrie gelten die strengsten Maß- und mechanischen Eigenschaften aller kommerziellen Anwendungen, da sich die Folgen eines Komponentenausfalls auch auf die Sicherheit der Passagiere und die Einhaltung gesetzlicher Vorschriften auswirken.
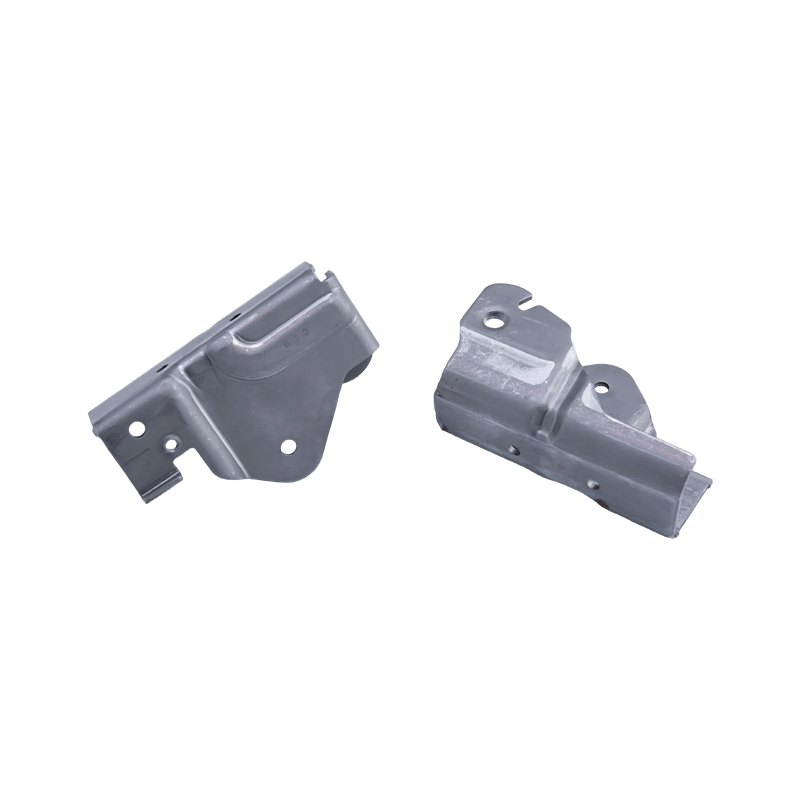
Karosserieblechverstärkungen – die inneren Strukturelemente, die Türverkleidungen, Dachbleche und Motorhaubenbaugruppen versteifen – werden durch eine Kombination aus Tiefzieh-, Streckform- und Nachprägevorgängen hergestellt. Diese Komponenten müssen eine präzise Konturgeometrie aufweisen, um eine korrekte Passung mit den Außenblechen und eine genaue Positionierung der Schweißflansche für die Rohkarosseriemontage zu gewährleisten. In Karosserieverstärkungen werden zunehmend hochfeste Stähle und weiterentwickelte hochfeste Stahlsorten eingesetzt, um die erforderliche Crash-Energieabsorption bei reduzierter Materialstärke und reduziertem Gewicht zu erreichen.
Sitzhalterungen sind eine weitere wichtige Kategorie von Metallstanzteilen für die Automobilindustrie. Diese Komponenten verankern die Sitzstruktur am Fahrzeugboden und müssen den durch die Insassenschutznormen vorgegebenen statischen und dynamischen Belastungen standhalten. Fein gestanzte oder präzisionsgestanzte Sitzhalterungskomponenten bieten die Kantenqualität und Ebenheit, die für ein gleichmäßiges Schraubendrehmoment und eine zuverlässige Verbindungsklemmkraft während der gesamten Lebensdauer des Fahrzeugs erforderlich sind. Bremssattelkomponenten, einschließlich Bremssattelhalterungen und Ankerplatten, werden mit der Maßgenauigkeit hergestellt, die eine korrekte Belagausrichtung, gleichmäßigen Belagverschleiß und vorhersehbare Bremsleistung über den gesamten Betriebstemperaturbereich hinweg gewährleistet.
Materialauswahl für Metallstanzteile
Die Leistung von Metallstanzteilen ist untrennbar mit dem Material verbunden, aus dem sie geformt sind. Die Herstellung von Stanzteilen ist mit einer breiten Palette von Metallen und Legierungen kompatibel, und die Auswahl des optimalen Materials erfordert ein ausgewogenes Verhältnis von Formbarkeit, mechanischen Eigenschaften, Korrosionsbeständigkeit und Kosten.
| Material | Schlüsseleigenschaften | Typische Anwendungen |
| Kohlenstoffarmer Stahl (DC01/DC04) | Hervorragende Formbarkeit, niedrige Kosten | Gerätegehäuse, Halterungen, Gehäuse |
| Hochfester Stahl (HSLA) | Hohe Streckgrenze, gute Schweißbarkeit | Karosserieverstärkungen, Sitzstrukturen |
| Edelstahl (304/430) | Korrosionsbeständigkeit, Oberflächenbeschaffenheit | Waschmaschinenwannen, Geräteverkleidungen |
| Aluminiumlegierung (5052/6061) | Leicht, korrosionsbeständig | Karosserieteile, Kühlkörper |
| Verzinkter Stahl | Zinkbeschichtung, Haltbarkeit im Freien | Klimaanlagen-Chassis, Außenhalterungen |

Qualitätskontrolle in der Stanzherstellung
Die Aufrechterhaltung der Maßhaltigkeit über Produktionsläufe mit hohen Stückzahlen hinweg ist die zentrale Qualitätsherausforderung bei der Herstellung von Stanzteilen. Gesenkverschleiß, Schwankungen der Materialcharge, ungleichmäßige Schmierung und Durchbiegung des Pressenbetts können im Laufe der Zeit zu Maßabweichungen führen. Daher ist eine systematische Messung und Prozessüberwachung für die Herstellung von Metallstanzteilen, die über Tausende oder Millionen von Zyklen hinweg innerhalb der Spezifikation bleiben, unerlässlich.
Führende Stanzhersteller implementieren ein mehrschichtiges Qualitätssystem, das In-Matrizen-Sensorik, statistische Prozesskontrolle und Koordinatenmessmaschineninspektion kombiniert. Zu den wichtigsten Qualitätskontrollpraktiken gehören:
- Erstmusterprüfung (FAI): Vollständige Maßprüfung der ersten Produktionsteile anhand von Konstruktionszeichnungen, bevor die Serienproduktion freigegeben wird.
- Inprozessbemusterung: Regelmäßige Messung kritischer Abmessungen in definierten Produktionsintervallen, um Werkzeugverschleiß oder Prozessabweichungen zu erkennen, bevor sich Teile außerhalb der Toleranz ansammeln.
- CMM-Überprüfung: Koordinatenmessgeräte liefern dreidimensionale Daten für komplex geformte Oberflächen, die mit Handmessgeräten nicht überprüft werden können.
- Oberflächen- und Kanteninspektion: Visuelle und taktile Prüfung auf Grate, Risse, Falten und Oberflächenfehler, die den Sitz der Baugruppe oder die Ermüdungslebensdauer beeinträchtigen.
- Überprüfung der Materialzertifizierung: Eingehende Materialprüfzertifikate werden anhand der Spezifikationsanforderungen für Zugfestigkeit, Streckgrenze, Dehnung und Beschichtungsgewicht überprüft.
Warum die Stanzfertigung nach wie vor die erste Wahl ist
Trotz des Aufkommens alternativer Umformtechnologien wie Laserschneiden, Hydroformen und additive Fertigung behält die Stanzfertigung aus überzeugenden und langlebigen Gründen ihre dominierende Stellung in der Massenproduktion von Metallkomponenten. Die Wirtschaftlichkeit des Stanzens ist in großem Maßstab grundsätzlich günstig: Sobald sich die Werkzeuginvestition amortisiert hat, betragen die Stückkosten eines gestanzten Metallteils in der Regel nur einen Bruchteil dessen, was ein alternativer Prozess bei gleichwertigen Mengen erreichen kann. Pressengeschwindigkeiten von Hunderten von Hüben pro Minute ermöglichen in Kombination mit automatisierter Spulenzuführung und Teilehandhabung Produktionsraten, die kein anderer Präzisionsprozess für die Metallumformung erreichen kann.
Über die Wirtschaftlichkeit hinaus werden die mechanischen Eigenschaften von Metallstanzteilen durch den dem Stanzprozess innewohnenden Kaltumformeffekt verbessert. Die plastische Verformung während der Umformung erhöht die Härte und Streckgrenze des Materials in den verformten Bereichen durch Kaltverfestigung, wodurch fertige Teile mit besserer mechanischer Leistung als das ursprüngliche Blechmaterial entstehen. Dieser Effekt ist besonders wertvoll bei strukturellen Automobilkomponenten, bei denen das Verhältnis von Festigkeit zu Gewicht ein wesentlicher Designfaktor ist. Für Hersteller in der Haushaltsgeräte- und Automobilbranche, die zuverlässige, kostengünstige und maßgenaue Komponenten suchen, bleibt die Stanzfertigung die unbestrittene Grundlage moderner Lieferketten für Metallkomponenten.
Vorheriger Beitrag
Leitfaden für Metallstanz- und Zeichnungsteile
Nächster Beitrag
Was sind die Hauptunterschiede zwischen Mikrostanzen und Standard-Elektronikteilen?
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
