- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Was sind die Hauptunterschiede zwischen Mikrostanzen und Standard-Elektronikteilen?
Was sind die Hauptunterschiede zwischen Mikrostanzen und Standard-Elektronikteilen?
2026-03-09
Inhalt
- 1 Elektronische Stanzteile und ihre Rolle in der modernen Elektronik verstehen
- 2 Definieren von Standardteilen für das elektronische Stanzen: Abmessungen und Fähigkeiten
- 3 Was definiert Micro-Stamping und wo weicht es von der Standardpraxis ab?
- 4 Werkzeugdesign und Gesenkbau: Wo die Unterschiede am deutlichsten sind
- 5 Anforderungen an Pressenausrüstung und Prozesssteuerung
- 6 Direkter Vergleich der wichtigsten Merkmale
- 7 Unterschiede bei der Materialauswahl für elektronische Stanzteile im Mikromaßstab
- 8 Herausforderungen bei der Qualitätsprüfung und -messung im Mikromaßstab
- 9 Wählen Sie zwischen Mikro- und Standard-Elektronik-Stanzteilen für Ihre Anwendung
Elektronische Stanzteile und ihre Rolle in der modernen Elektronik verstehen
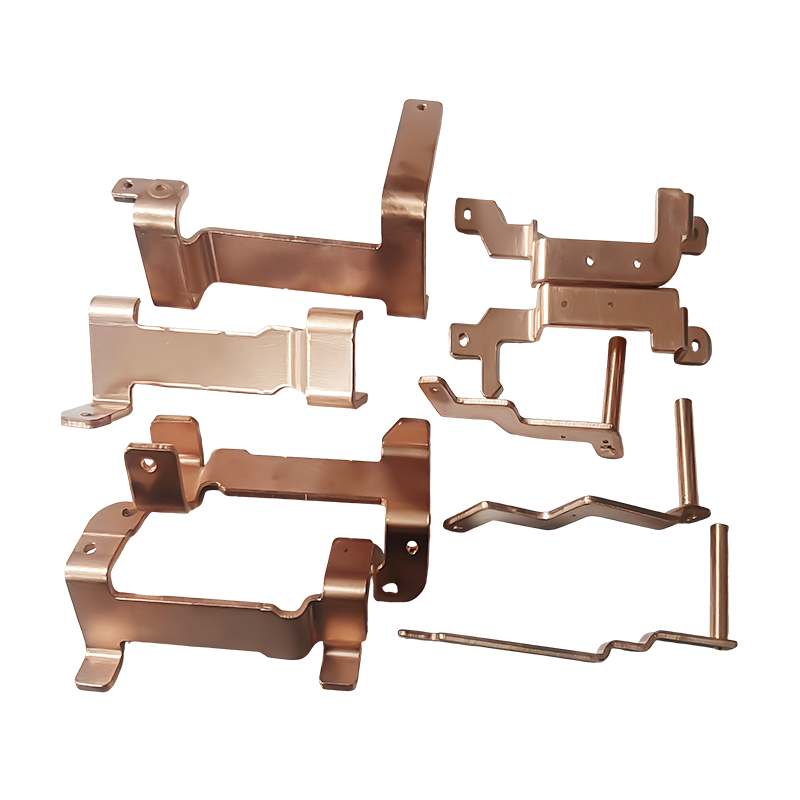
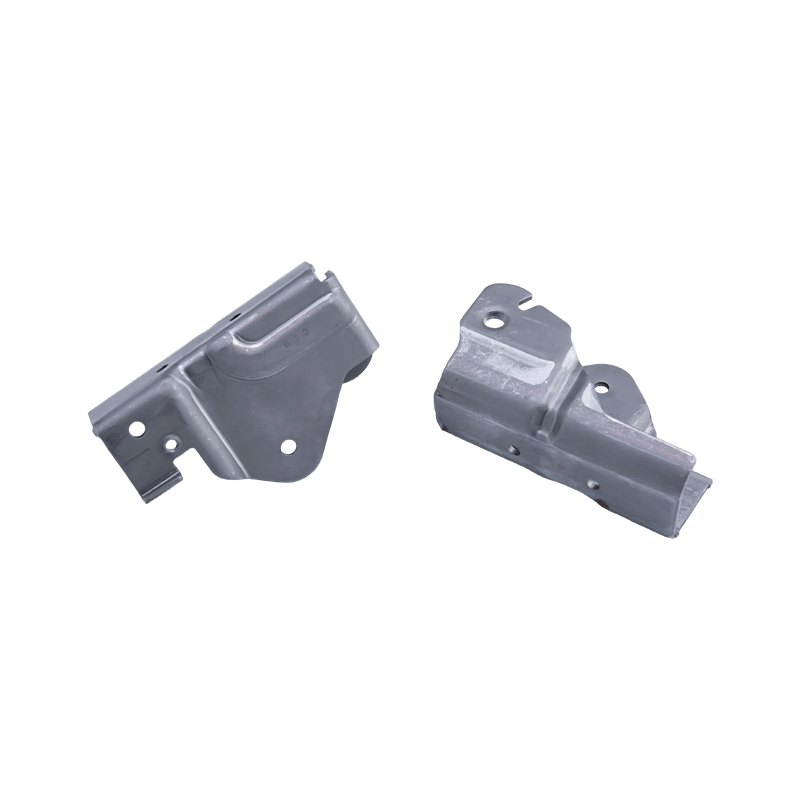
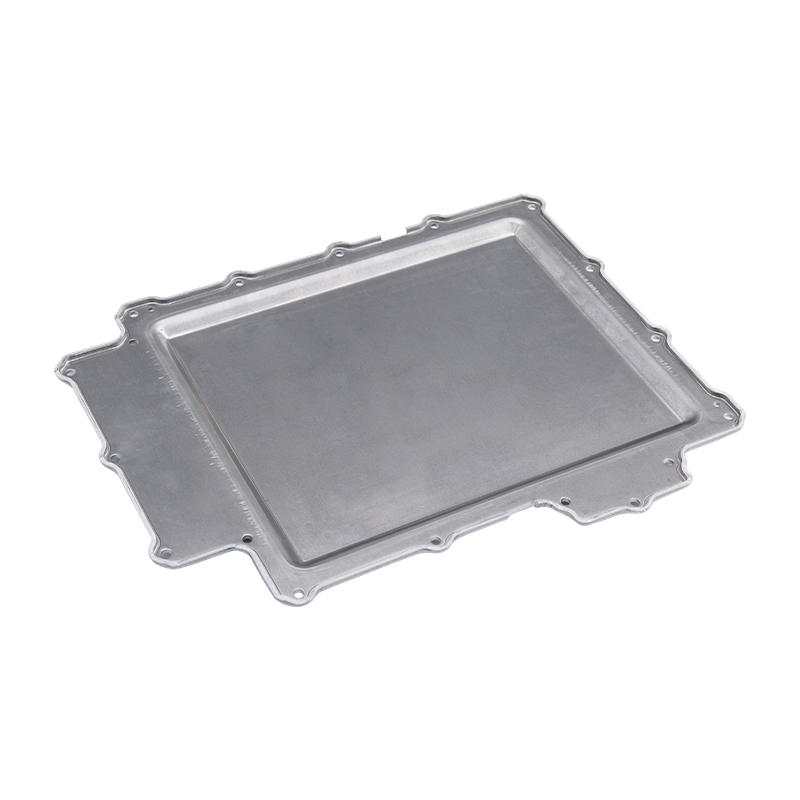
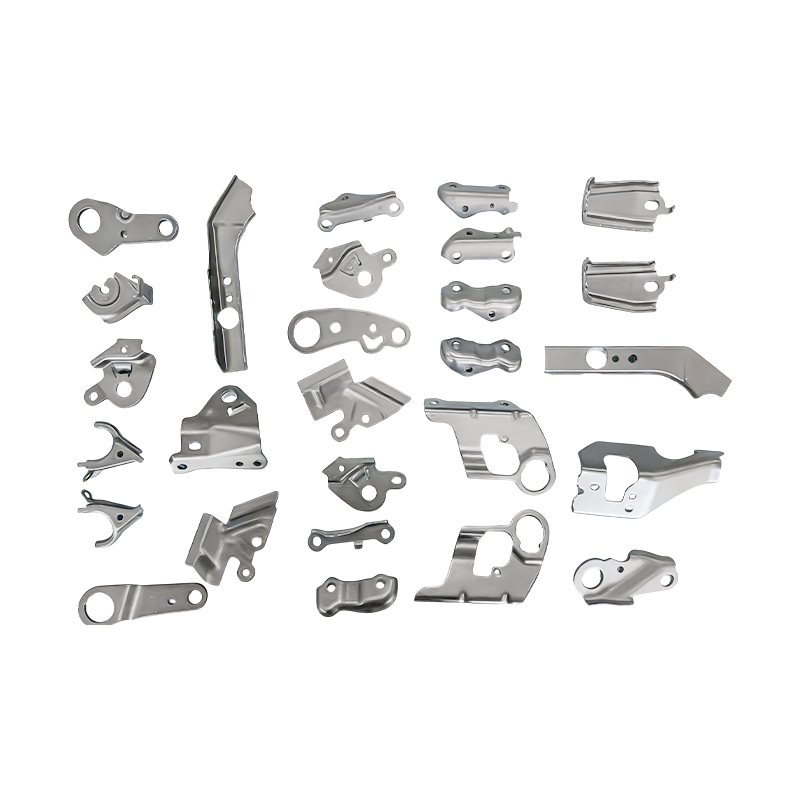
Elektronische Stanzteile sind Präzisionsmetallkomponenten, die durch ein Folge- oder Transferprägeverfahren hergestellt werden, bei dem flache Metallbleche oder Spulenvorräte schrittweise durch gehärtete Matrizensätze geformt, gestanzt, gebogen und geformt werden, um fertige Teile mit engen Maßtoleranzen herzustellen. Diese Komponenten bilden die strukturelle und elektrische Grundlage praktisch jedes heute in Produktion befindlichen elektronischen Geräts – von Verbraucher-Smartphones und -Laptops bis hin zu Steuermodulen für Kraftfahrzeuge, medizinischen Implantaten und Industriesensoren. Die Kategorie umfasst eine enorme Vielfalt an Komponententypen, darunter Anschlüsse, Steckverbinder, Abschirmungen, Halterungen, Kontakte, Leiterrahmen, Wärmeverteiler und Federelemente, die alle das gemeinsame Merkmal haben, aus Metallblech geformt zu sein und nicht aus massivem Material gefertigt oder aus geschmolzenem Metall gegossen zu werden. Innerhalb der breiten Palette elektronischer Stanzteile stellt die Unterscheidung zwischen Mikrostanzen und Standardstanzen eine der praktisch bedeutsamsten Trennlinien in Bezug auf Fertigungskapazität, Prozessanforderungen und Eignung für Endanwendungen dar.
Definieren von Standardteilen für das elektronische Stanzen: Abmessungen und Fähigkeiten
Elektronische Standard-Stanzteile nehmen den breiten Mittelweg der Stanzindustrie ein und umfassen Komponenten mit Strukturgrößen und Materialstärken, die mit konventionellen Folgestanzwerkzeugen und Standard-Stanzpressen zuverlässig in großen Stückzahlen hergestellt werden können. In der Praxis werden standardmäßige elektronische Stanzteile typischerweise aus Blech mit einer Dicke von etwa 0,15 mm bis 3,0 mm hergestellt, mit gestanzten Löchern, geformten Merkmalen und Biegeradien, die in Zehntelmillimetern statt in Mikrometern bemessen sind. Maßtoleranzen bei standardmäßigen elektronischen Stanzteilen liegen im Allgemeinen im Bereich von ±0,05 mm bis ±0,1 mm und können mit gut gewarteten konventionellen Werkzeugen auf Pressengeräten erreicht werden, die von 25-Tonnen-Tischgeräten bis hin zu 400-Tonnen-Transferpressen für größere Komponenten reichen.
Das Materialspektrum für standardmäßige elektronische Stanzteile ist breit gefächert und umfasst kaltgewalzten Stahl, Edelstahlsorten 301 und 304, Kupferlegierungen wie C110-, C194- und C260-Messing, Aluminiumlegierungen 1100 und 3003 sowie Neusilber. Optionen zur Oberflächenveredelung, einschließlich Galvanisieren mit Zinn, Nickel, Silber oder Gold, werden routinemäßig auf standardmäßige elektronische Stanzteile angewendet, um den Kontaktwiderstand, die Korrosionsbeständigkeit und die Lötbarkeitseigenschaften zu erreichen, die für ihre spezifische Schaltung oder mechanische Funktion erforderlich sind. Das Produktionsvolumen für standardmäßige elektronische Stanzteile kann zwischen Tausenden und Hunderten Millionen Teilen pro Jahr liegen, wobei progressive Stanzwerkzeuge je nach Teilekomplexität und Pressengröße Zyklusraten von 100 bis 800 Hüben pro Minute ermöglichen.
Was definiert Micro-Stamping und wo weicht es von der Standardpraxis ab?
Mikrostanzen kommt ins Spiel, wenn die Maßanforderungen elektronischer Stanzteile über das hinausgehen, was Standardwerkzeuge und Prozesssteuerungen zuverlässig liefern können. Obwohl es keinen allgemein anerkannten Schwellenwert gibt, beginnt das Mikroprägen im Allgemeinen dann, wenn die Materialdicke unter 0,1 mm fällt, wenn die Größe der gestanzten Elemente einem Verhältnis von 1:1 zur Materialdicke nahekommt oder dieses überschreitet (d. h. Lochdurchmesser, die gleich oder kleiner als die gestanzte Blechdicke sind) oder wenn die Gesamtabmessungen des Teils im einstelligen Millimeterbereich gemessen werden, wobei die Toleranzen auf ±0,005 mm bis ±0,02 mm verschärft werden. In diesem Maßstab erfordern die physikalischen Gesetze, die die Metallverformung, den Werkzeugverschleiß und die Pressendynamik regeln, grundlegend andere Ansätze für die Formkonstruktion, die Pressenauswahl, die Prozesssteuerung und die Qualitätsprüfung im Vergleich zur Standardproduktion elektronischer Stanzteile.
Der unermüdliche Drang der Elektronikindustrie zur Miniaturisierung ist die Hauptantriebskraft für die Ausweitung des Marktes für mikrogestanzte elektronische Stanzteile. Smartphone-Anschlüsse, Hörgerätekomponenten, tragbare Sensorgehäuse, Herzschrittmacher-Leitungskontakte, MEMS-Geräteverpackungen und Fine-Pitch-IC-Leadframes erfordern alle mikrogestanzte Merkmale, die mit herkömmlichen Stanzansätzen einfach nicht spezifikationsgerecht hergestellt werden können. Die Kluft zwischen dem, was Standard- und Mikroprägung leisten können, ist mit der Beschleunigung der Miniaturisierung der Geräte größer geworden, wodurch die Unterscheidung zwischen diesen beiden Kategorien kommerziell und technisch immer bedeutsamer wird.
Werkzeugdesign und Gesenkbau: Wo die Unterschiede am deutlichsten sind
Die für die Herstellung mikrogeprägter elektronischer Stanzteile verwendeten Matrizenwerkzeuge unterscheiden sich von Standardwerkzeugen in fast allen Aspekten ihres Designs, ihrer Materialspezifikation und ihres Herstellungsprozesses. Standardmäßige progressive Matrizen für elektronische Stanzteile werden aus Werkzeugstahlsorten wie D2, M2 oder DC53 hergestellt, wobei die Stempel- und Matrizenabstände typischerweise auf 5–10 % der Materialstärke pro Seite eingestellt sind. Bei Standardabmessungen sind diese Abstände mit herkömmlichen CNC-Schleif- und EDM-Drahtschneidegeräten erreichbar, und die resultierenden Werkzeuge können Millionen von Teilen produzieren, bevor sie überholt werden müssen.
Mikrostanzwerkzeuge für elektronische Miniaturstanzteile erfordern Abstände im einstelligen Mikrometerbereich – manchmal nur 1–3 Mikrometer pro Seite für feinste Merkmale – und erfordern anspruchsvolle Stanzkomponenten, die auf hochpräzisen Schleifmaschinen und Profilerodiergeräten hergestellt werden, die Toleranzen von ±0,001 mm oder besser einhalten können. Der Stempeldurchmesser für mikrogeprägte Merkmale kann bis zu 0,05 mm betragen. Bei diesem Maßstab ist der Stempel mechanisch fragil und anfällig für Ablenkungen unter den beim Stanzen erzeugten Querkräften. Matrizenkonstrukteure kompensieren dies durch Führungsbuchsenanordnungen, die den Stempel nahe an der Schneidfläche stützen, reduzierte Matrizeneintrittslängen, die die nicht unterstützte Stempellänge minimieren, und eine kontrollierte Ausrichtung von Stempel und Matrize, die durch präzisionsgeschliffene Führungssäulen und Buchsen mit Abständen im Mikrometerbereich erreicht wird.
Hartmetallwerkzeuge – insbesondere Wolframkarbidsorten, die aufgrund ihrer Kombination aus Härte, Zähigkeit und Druckfestigkeit ausgewählt werden – sind für die Herstellung mikrogestanzter elektronischer Stanzteile unbedingt erforderlich. Die Verschleißrate von Werkzeugstahl bei Stempelabmessungen im Mikromaßstab würde dazu führen, dass Werkzeuge bei einer kurzen Produktionsserie wirtschaftlich unrentabel werden. Hartmetallmatrizen sind zwar deutlich teurer in der Herstellung als gleichwertige Werkzeuge aus Werkzeugstahl, bieten jedoch die Verschleißfestigkeit und Dimensionsstabilität, die erforderlich sind, um die Strukturgröße und Kantenqualität über die Millionen von Hüben hinweg beizubehalten, die für die kostengünstige Produktion mikrogestanzter elektronischer Stanzteile erforderlich sind.
Anforderungen an Pressenausrüstung und Prozesssteuerung
Die für mikrogestanzte elektronische Stanzteile verwendete Pressausrüstung unterscheidet sich erheblich von den Spezifikationen der Standard-Stanzpresse. Die Produktion von Standard-Stanzteilen für elektronische Geräte toleriert ein Maß an Durchbiegung des Pressenrahmens, Schwankungen der Schlittenparallelität und dynamische Vibrationen, die im Mikromaßstab katastrophal wären. Mikrostanzpressen werden nach wesentlich strengeren Schlittenführungsspezifikationen gebaut – typischerweise 0,003 mm oder bessere Parallelität – und verwenden hydrostatische oder Präzisionsrollenlager-Schlittenführungen, die unabhängig von der exzentrischen Belastung durch asymmetrische Teilegeometrien eine konstante Schließhöhe beibehalten.
Servobetriebene Mikrostanzpressen bieten besondere Vorteile für die Präzisionsfertigung elektronischer Stanzteile im Mikromaßstab. Die Möglichkeit, beliebige Schlittenbewegungsprofile zu programmieren – langsame Annäherung an den Kontakt für empfindliche Merkmale, schnelle Rückkehr zur Optimierung der Zykluszeit, kontrollierte Verweildauer am unteren Totpunkt für Prägevorgänge – bietet ein Maß an Prozessflexibilität, mit dem kurbelbetriebene mechanische Pressen nicht mithalten können. Servopressen eliminieren außerdem die Energiespitzen, die bei schwungradgetriebenen mechanischen Pressen auftreten, reduzieren die auf die Matrize übertragenen Vibrationen und verbessern die Maßhaltigkeit bei langen Produktionsläufen mikrogestanzter elektronischer Stanzteile.
Direkter Vergleich der wichtigsten Merkmale
Die folgende Tabelle bietet einen strukturierten Vergleich der Hauptunterschiede zwischen Mikrostanzen und Standardprozessen für elektronische Stanzteile in den Dimensionen, die für Konstrukteure und Beschaffungsspezialisten am relevantesten sind:
| Charakteristisch | Standardteile für elektronisches Stanzen | Mikrogestanzte elektronische Stanzteile |
| Materialstärkenbereich | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Maßtoleranz | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Matrizenspiel pro Seite | 5–10 % der Materialstärke | 1–3 Mikrometer absolut |
| Werkzeugmaterial | Werkzeugstahl (D2, M2, DC53) | Wolframkarbid |
| Drücken Sie Typ | Mechanisch / hydraulisch | Präzise Servo-/Hydrostatführung |
| Typische Schlagfrequenz | 100–800 Hübe pro Minute | 200–1.500 U/min (servooptimiert) |
| Inspektionsmethode | CMM, optischer Komparator | Bildverarbeitungssysteme, SEM, konfokale Mikroskopie |
| Werkzeugkosten | Mäßig | Hoch bis sehr hoch |
Unterschiede bei der Materialauswahl für elektronische Stanzteile im Mikromaßstab
Die Materialauswahl für mikrogestanzte elektronische Stanzteile bringt zusätzliche Einschränkungen mit sich, die über diejenigen hinausgehen, die für Standardkomponenten gelten. Bei Dicken unter 0,1 mm wird die Mikrostruktur des Metalls direkt für das Stanzverhalten relevant – die Korngröße im Verhältnis zur Materialdicke kann zu inkonsistenter Verformung, Gratbildung und Kantenqualitätsschwankungen führen, die bei Standarddicken vernachlässigbar wären. Mikrostanzanwendungen erfordern in der Regel Materialien mit kontrollierten Kornstrukturen, die oft durch ASTM- oder JIS-Feinkornspezifikationen gekennzeichnet sind, um einen gleichmäßigen Metallfluss und eine gleichmäßige Schnittkantenqualität während des gesamten Stanzvorgangs sicherzustellen.
Kupferlegierungen bleiben die gebräuchlichsten Leitermaterialien für mikrogestanzte elektronische Stanzteile, insbesondere die Sorten C194 (Kupfer-Eisen-Phosphor) und C7025 (Kupfer-Nickel-Silizium), die eine gute elektrische Leitfähigkeit in Kombination mit den Federeigenschaften und der Formbarkeit bieten, die für Miniaturkontakt- und Anschlussanwendungen erforderlich sind. Berylliumkupferlegierungen, insbesondere C17200 im lösungsgeglühten Zustand, werden für mikrogestanzte Federkontakte spezifiziert, bei denen eine maximale elastische Durchbiegung unter Last erforderlich ist. Allerdings erfordert ihre Verarbeitung sorgfältige Beachtung von Gesundheits- und Sicherheitskontrollen während der Stanz- und Endbearbeitungsvorgänge.
Herausforderungen bei der Qualitätsprüfung und -messung im Mikromaßstab
Die Überprüfung der Maßhaltigkeit mikrogeprägter elektronischer Stanzteile erfordert Prüfgeräte und -methoden, die weit über die in den meisten Stanzqualitätslabors üblichen Koordinatenmessgeräte und optischen Komparatoren hinausgehen. Strukturgrößen im Zehner-Mikrometer-Bereich erfordern berührungslose optische Messsysteme – typischerweise automatisierte Bildverarbeitungssysteme mit Submikrometer-Auflösungsobjektiven und telezentrischer Optik – die in der Lage sind, Hunderte von Merkmalen pro Teil in Sekundenschnelle bei Produktionsliniengeschwindigkeit zu messen. Für die kritischsten Dimensionen bietet die Rasterelektronenmikroskopie (REM) die erforderliche Auflösung, um Kantenqualität, Grathöhe und Oberflächenzustand mit einem Detaillierungsgrad zu charakterisieren, der mit Lichtoptiken nicht erreichbar ist.
Die statistische Prozesskontrolle für mikrogestanzte elektronische Stanzteile muss mit einer Genauigkeit implementiert werden, die über die typischen SPC-Programme für die Standardproduktion elektronischer Stanzteile hinausgeht. Der Werkzeugverschleiß im Mikromaßstab führt zu Abmessungsabweichungen, die innerhalb einer einzigen Produktionsschicht Toleranzgrenzen überschreiten können, anstatt über die für Standardwerkzeuge typischen mehrtägigen Produktionsläufe. Echtzeit-SPC mit automatischer Rückmeldung an Pressenparameter – Anpassung der Schließhöhe, des Vorschubfortschritts und der Schmierstoffzufuhr als Reaktion auf gemessene Abmessungstrends – gehört zunehmend zur Standardpraxis in führenden Mikrostanzbetrieben im Präzisionselektroniksektor.
Wählen Sie zwischen Mikro- und Standard-Elektronik-Stanzteilen für Ihre Anwendung
Die Entscheidung zwischen der Spezifizierung mikrogeprägter oder standardmäßiger elektronischer Stanzteile sollte von objektiven funktionalen Anforderungen bestimmt werden und nicht von der Annahme, dass engere Toleranzen immer zu besseren Produkten führen. Standardmäßige elektronische Stanzteile sind immer dann geeignet, wenn die dimensionalen, elektrischen und mechanischen Leistungsanforderungen der Anwendung innerhalb des Leistungsbereichs des konventionellen Stanzens erfüllt werden können – und in den meisten elektronischen Baugruppenanwendungen ist dies der Fall. Die deutlich niedrigeren Werkzeugkosten, die breitere Lieferantenbasis und das einfachere Qualitätsmanagement im Zusammenhang mit standardmäßigen elektronischen Stanzteilen stellen echte Vorteile dar, die nicht ohne klare funktionale Begründung aufgegeben werden sollten.
Mikrostanzen sollte dann spezifiziert werden, wenn Miniaturisierung ein echter Designtreiber ist – wenn reduzierte Komponentenabmessungen bedeutende Verbesserungen der Geräteleistung, der Integrationsdichte oder des Endbenutzererlebnisses ermöglichen, die höhere Werkzeuginvestitionen und ein komplexeres Lieferkettenmanagement rechtfertigen. Anwendungen wie Ultraminiatur-Steckverbinder für implantierbare medizinische Geräte, Submillimeter-Federkontakte für tragbare Sensoren, Fine-Pitch-Leiterrahmen für fortschrittliche IC-Gehäuse und Präzisionsabschirmungskomponenten für HF-empfindliche Module stellen allesamt Fälle dar, in denen die Fähigkeiten mikrogestanzter elektronischer Stanzteile einen funktionalen Wert liefern, der im Standardmaßstab nicht reproduziert werden kann.

Vorheriger Beitrag
Metallstanzteile für Automobile und Haushaltsgeräte: Prozesse, Materialien und Qualitätsstandards
Nächster Beitrag
Was ist der Unterschied zwischen herkömmlichen und simulationsoptimierten Stanzwerkzeugen für die Automobilindustrie?
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
