- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Leitfaden zum Tiefziehen von Metallstanzwerkzeugen für Automobilteile
Leitfaden zum Tiefziehen von Metallstanzwerkzeugen für Automobilteile
2026-03-30
Inhalt
- 1 Die Grundlagen des Tiefziehens in Metallstanzformen
- 2 Materialfluss kontrollieren und Fehler verhindern
- 3 Integration mit Folgeverbundformen für Automobilteile
- 4 Erweiterte Strukturentwürfe für komplexe Geometrien
- 5 Verbesserung der Werkzeuglebensdauer und Oberflächenqualität
- 6 Anwendungen im modernen Automobilbau
Die Grundlagen des Tiefziehens in Metallstanzformen
In der komplexen Welt der Fertigung Stanzformen aus Metall dienen als Rückgrat für die Massenproduktion präziser Metallkomponenten. Unter den verschiedenen Arten von Stanzvorgängen sticht das Tiefziehen als entscheidender Prozess zur Umwandlung flacher Bleche in dreidimensionale Hohlformen hervor. Im Gegensatz zum einfachen Biegen oder Schneiden ist beim Tiefziehen ein ausgeklügeltes Kräftespiel erforderlich, bei dem ein Stempel einen Metallrohling in einen Matrizenhohlraum drückt. Das Hauptziel besteht darin, den Materialfluss zu steuern und sicherzustellen, dass sich die Platte ausdehnt und in die gewünschte Geometrie fließt, ohne ihre strukturelle Integrität oder Dickengleichmäßigkeit zu beeinträchtigen. Dieser Prozess ist für die Herstellung von Teilen unerlässlich, die im Verhältnis zu ihrem Durchmesser eine erhebliche Tiefe erfordern, eine häufige Anforderung in Branchen, die von Konsumgütern bis hin zu Schwermaschinen reichen.
Die Mechanik des Tiefziehens beruht stark auf der plastischen Verformung des Materials. Beim Absenken des Stempels wird der Metallrohling über den Matrizenradius gezogen. Der Bereich des Rohlings, der über der Matrizenöffnung liegt, wird zur Wand des Bechers oder Teils, während der äußere Flansch radial nach innen gezogen wird. Dieses radiale Ziehen führt dazu, dass der Flanschdurchmesser schrumpft, was natürlicherweise Druckspannungen im Umfang hervorruft. Wenn diese Belastungen nicht richtig bewältigt werden, verzieht sich das Material und es entstehen Falten. Wenn umgekehrt die Zugspannung in der Becherwand die Streckgrenze des Materials übersteigt, reißt das Teil. Daher kommt es bei der Gestaltung von Metallstanzformen für das Tiefziehen nicht nur auf die Form an; es geht um Stressbewältigung.
Materialfluss kontrollieren und Fehler verhindern
Um ein erfolgreiches Tiefziehen zu erreichen, müssen Ingenieure Parameter wie Blechhalterkraft und Matrizenspiel sorgfältig kontrollieren. Der Rohlingshalter oder Druckkissen übt eine bestimmte Kraft auf den Flansch des Rohlings aus. Diese Kraft ist ein empfindliches Gleichgewicht: Sie muss hoch genug sein, um zu verhindern, dass das Material beim Einströmen Falten wirft, aber niedrig genug, damit das Material ungehindert in den Hohlraum der Matrize gleiten kann. Wenn die Kraft zu hoch ist, kann das Material nicht fließen, was zu einer Verdünnung und schließlich zu einem Bruch am Stempelradius führt. Ist sie zu niedrig, kommt es durch die Druckspannungen im Flansch zu unschönen und strukturschwachen Falten.
Der Werkzeugabstand ist ein weiterer entscheidender Faktor. Damit ist der Spalt zwischen Stempel und Matrizenwand gemeint. Beim Standard-Tiefziehen ist der Spalt typischerweise etwas größer als die Blechdicke, damit das Material ohne übermäßiges Abziehen fließen kann. Beim sogenannten „Dünntiefziehen“ oder „Abstreckziehen“ wird das Spiel jedoch bewusst kleiner als die Ausgangsmaterialdicke eingestellt. Dadurch wird die Wandstärke verringert und die Höhe des Teils erhöht, während gleichzeitig die Oberflächenbeschaffenheit und Maßgenauigkeit verbessert werden. Um diesen Fluss zu erleichtern und die Reibung, die Hitze und Verschleiß erzeugt, zu reduzieren, ist Schmierung von entscheidender Bedeutung. Fortschrittliche Schmiermittel und Oberflächenbeschichtungen auf der Matrize selbst tragen dazu bei, die Lebensdauer der Matrize zu verlängern und eine gleichbleibende Teilequalität sicherzustellen.
Häufige Fehler und Lösungen
- Faltenbildung: Verursacht durch übermäßige Druckspannung im Flansch. Gelöst durch Erhöhen der Blechhalterkraft oder Verwendung von Ziehperlen zur Einschränkung des Durchflusses.
- Bruch/Riss: Tritt auf, wenn die Zugspannung die Materialgrenzen überschreitet. Gelöst durch Vergrößerung des Matrizenspiels, Verbesserung der Schmierung oder Glühen des Materials zur Wiederherstellung der Duktilität.
- Verdienst: Ungleichmäßige Höhe an der Oberseite des gezogenen Teils aufgrund der Anisotropie in der Metallkornstruktur. Gesteuert durch Optimierung der Rohlingsausrichtung oder Beschnittvorgänge.
Integration mit Folgeverbundformen für Automobilteile
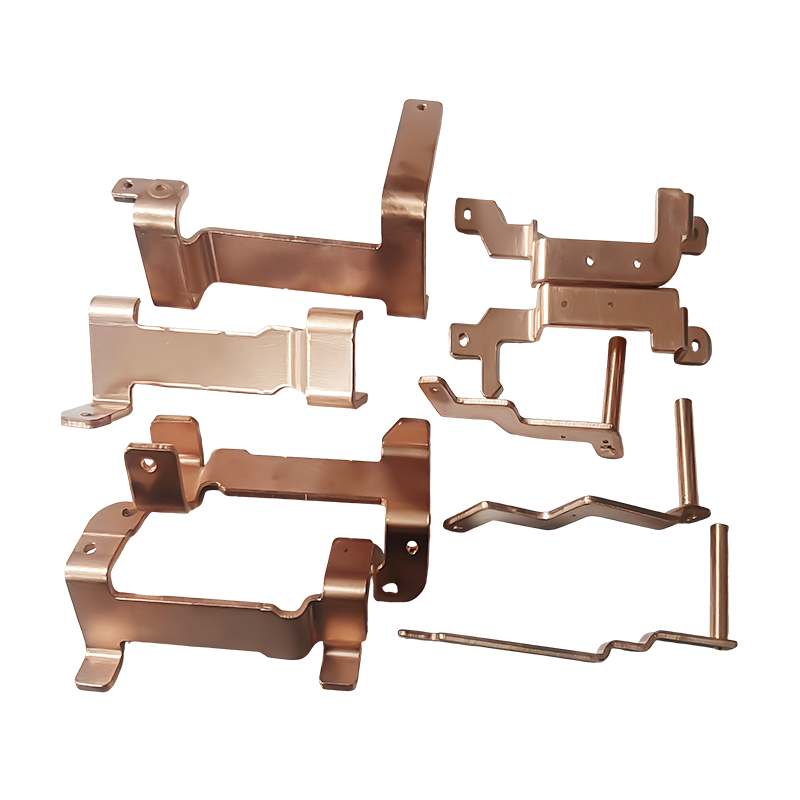
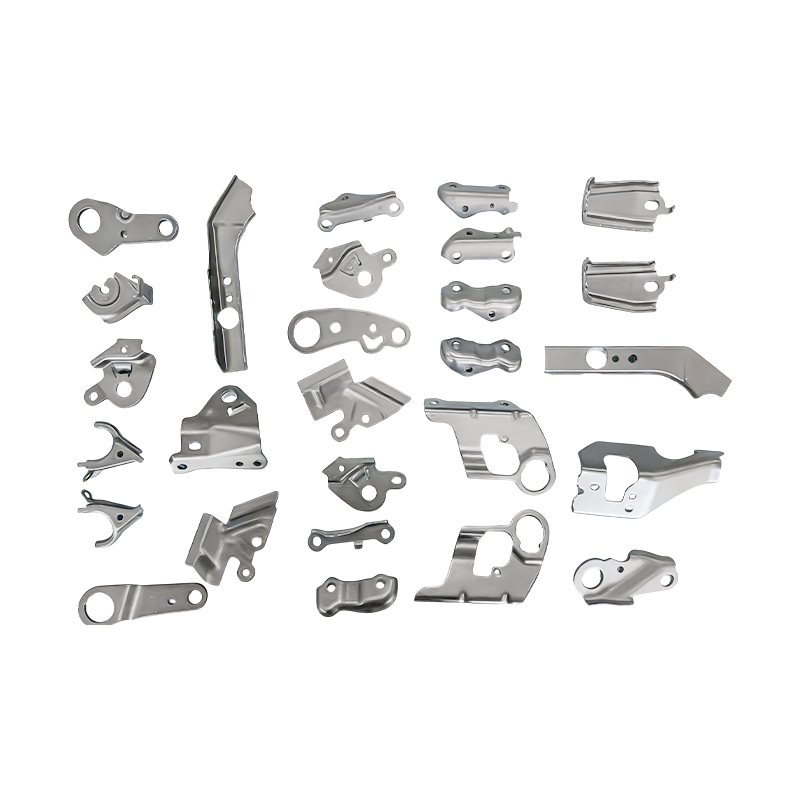
Während für große, einfache Teile ein einstufiges Tiefziehen üblich ist, erfordert die Automobilindustrie häufig die Produktion komplexer Komponenten in großen Stückzahlen. Hier werden Folgeverbundformen für Automobilteile unverzichtbar. Bei einer progressiven Formanordnung wird ein Metallstreifen durch mehrere Stationen innerhalb einer einzelnen Form geführt. Jede Station führt einen anderen Vorgang aus – Lochen, Biegen und Ziehen –, bis an der letzten Station ein fertiges Teil hergestellt wird. Die Integration des Tiefziehens in ein Folgeverbundwerkzeug ist technisch anspruchsvoll, da das Material zwischen den Stationen transportiert werden muss, ohne die gezogene Form zu verzerren.
Automobilhersteller nutzen diese progressiven Formen, um alles von kleinen Verbindungshalterungen bis hin zu größeren Strukturelementen herzustellen. Beispielsweise umfasst die Herstellung von Kraftstoffsystemkomponenten oder Abgasteilen häufig eine Reihe von Ziehschritten innerhalb einer Folgefertigungslinie. Der Vorteil liegt in der Geschwindigkeit und Konstanz. Durch die Automatisierung des Teiletransfers von einer Zeichnungsphase zur nächsten können Hersteller mit minimalem menschlichen Eingriff Tausende von Teilen pro Stunde produzieren. Allerdings erfordert die Konstruktion von Folgeverbundformen für Automobilteile eine sorgfältige Berücksichtigung des „Trägerstreifens“, der das Teil hält, während es sich durch die Form bewegt. Der Träger muss stark genug sein, um den Zugkräften standzuhalten, sich aber leicht vom Endteil trennen lassen.
Erweiterte Strukturentwürfe für komplexe Geometrien
Da die Automobilkonstruktionen aerodynamischer werden und die Sicherheitsvorschriften strenger werden, nimmt die geometrische Komplexität von Stanzteilen zu. Mit herkömmlichen Tiefziehwerkzeugen lassen sich die erforderlichen Tiefen oder Formen oft nicht mit einem einzigen Schlag erreichen. Um diesen technischen Anforderungen gerecht zu werden, wurden daher spezielle Konstruktionsentwürfe entwickelt. Diese Konstruktionen ermöglichen eine mehrstufige Umformung innerhalb eines einzigen Pressenhubs oder über mehrere Arbeitsgänge hinweg und stellen so sicher, dass selbst die kompliziertesten Hohlteile effizient hergestellt werden können.
| Matrizentyp | Funktion | Bewerbung |
| Umgekehrtes anfängliches Tiefziehen | Der Stempel bewegt sich nach oben oder die Matrize nach unten, um das Teil zunächst von innen nach außen zu formen. | Wird für Teile verwendet, die in der ersten Umformstufe eine hohe Stabilität erfordern. |
| Rückwärtsziehen ohne Rohlingshalter | Zieht das Teil basierend auf der Matrizengeometrie in die entgegengesetzte Richtung ohne einen herkömmlichen Blechhalter neu. | Ideal zum Reduzieren des Durchmessers bei gleichzeitiger Erhöhung der Höhe in nachfolgenden Schritten. |
| Doppelpräge-Ausdünnungszeichnung | Verwendet zwei konzentrische Matrizen, um die Wandstärke erheblich zu verringern und gleichzeitig das Teil zu verlängern. | Herstellung von Hochdruckzylindern oder präzisen Automobilgehäusen. |

Umgekehrte Zeichentechniken
Das Rückwärtsziehen ist eine leistungsstarke Technik, die verwendet wird, wenn ein Teil tiefer gezogen werden muss, als das Material in einem einzigen Vorwärtsziehen zulässt. Dabei wird der teilweise ausgezogene Becher in der nächsten Station umgestülpt oder in die entgegengesetzte Richtung gezogen. Dies führt zu einer unterschiedlichen Kaltverfestigung des Materials und ermöglicht größere Tiefen-zu-Durchmesser-Verhältnisse. Hier sind blechhalterlose Umkehrtiefziehmatrizen besonders nützlich, da sie den Werkzeugaufbau vereinfachen und gleichzeitig die Kontrolle über den Materialfluss während des Umkehrvorgangs behalten.
Verbesserung der Werkzeuglebensdauer und Oberflächenqualität
Die Langlebigkeit von Stanzformen aus Metall steht in direktem Zusammenhang mit der Oberflächenqualität der produzierten Teile und der Wirtschaftlichkeit der Fertigungslinie. Beim Tiefziehen kommt es zu erheblicher Reibung und Druck, was zu Abrieb (Material klebt an der Matrize) und Verschleiß führen kann. Um dem entgegenzuwirken, werden im modernen Formenbau fortschrittliche Polier- und Beschichtungstechniken eingesetzt. Das Polieren der Matrizenradien auf Hochglanz reduziert die Reibung und ermöglicht einen reibungslosen Metallfluss. Darüber hinaus werden auf die Arbeitsflächen der Matrize Beschichtungen wie Titannitrid (TiN) oder diamantähnlicher Kohlenstoff (DLC) aufgebracht.
Diese Beschichtungen sorgen für eine harte, reibungsarme Oberfläche, die Abrieb und Korrosion widersteht. Im Zusammenhang mit Folgeverbundformen für Automobilteile, bei denen die Betriebszeit von entscheidender Bedeutung ist, reduzieren beschichtete Formen die Häufigkeit von Wartungsstopps und die Ausschussrate von Teilen. Darüber hinaus ist die Auswahl der Matrizenmaterialien von entscheidender Bedeutung. Werkzeugstähle mit hohem Kohlenstoff- und Chromgehalt werden häufig wegen ihrer Verschleißfestigkeit verwendet, während Einsätze aus Wolframkarbid bei Großserienanwendungen eingesetzt werden können, bei denen extreme Haltbarkeit erforderlich ist. Durch die Kombination von robustem Strukturdesign und Oberflächentechnik können Hersteller sicherstellen, dass Tiefziehwerkzeuge über Millionen von Zyklen hinweg zuverlässig funktionieren.
Anwendungen im modernen Automobilbau
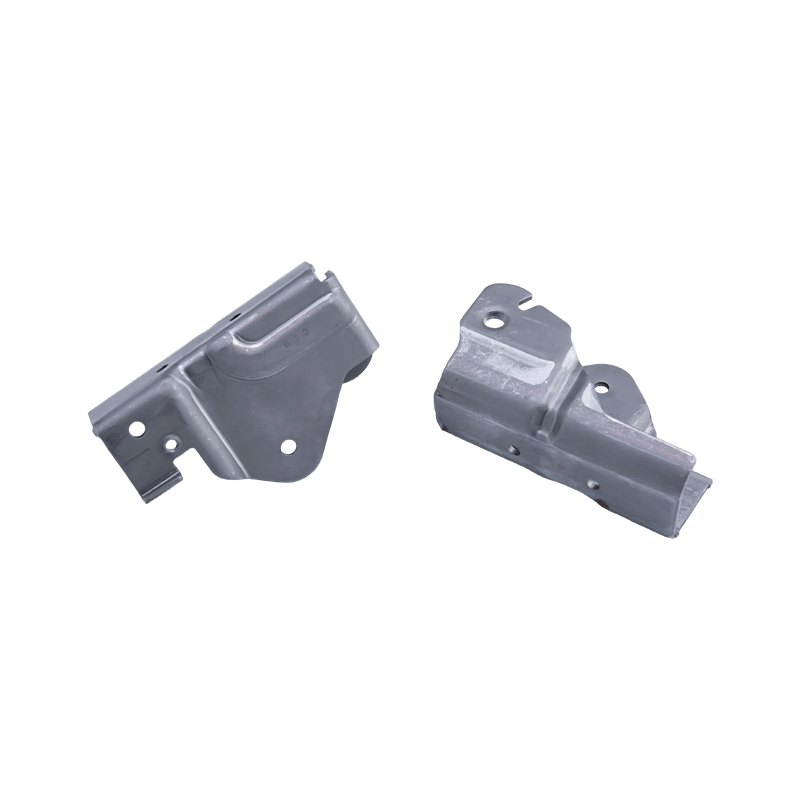
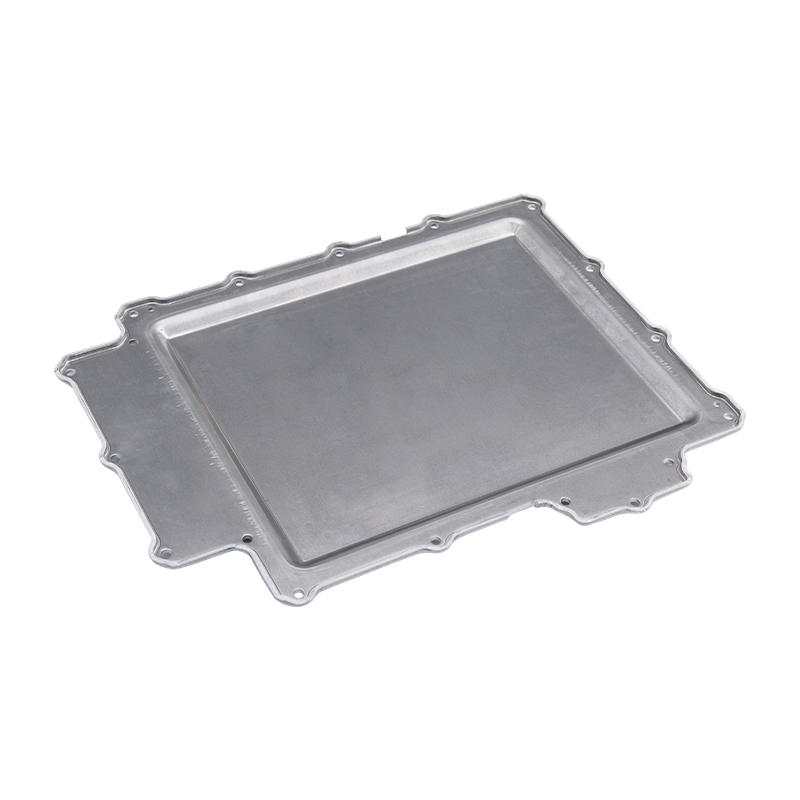
Der Einsatz der Tiefziehtechnik ist im Automobilbereich allgegenwärtig. Eines der klassischsten Beispiele ist die Herstellung von Kraftstofftanks für Kraftfahrzeuge. Diese Komponenten erfordern komplexe Hohlformen, die dem Innendruck und äußeren Stößen standhalten können. Durch Tiefziehen können diese nahtlosen Behälter aus Blech hergestellt werden, wodurch eine auslaufsichere Integrität gewährleistet wird. Ebenso unterliegen Emaille-Waschbecken und -Spülen, obwohl sie Konsumgüter sind, den gleichen Herstellungsprinzipien, was die Vielseitigkeit des Verfahrens unterstreicht.
Im Zeitalter der Elektrofahrzeuge (EVs) ist die Nachfrage nach Tiefziehteilen sprunghaft angestiegen. Batteriegehäuse, Motorgehäuse und Struktur-Crashboxen nutzen häufig Tiefziehverfahren, um leichte und dennoch stabile Gehäuse zu erhalten. Die Möglichkeit, das Material während des Ziehvorgangs zu verdünnen (dünnes Tiefziehen), trägt dazu bei, das Gesamtgewicht des Fahrzeugs zu reduzieren, was für die Verlängerung der Batteriereichweite von entscheidender Bedeutung ist. Da sich die Industrie hin zu leichteren Materialien wie Aluminium und hochfestem Stahl bewegt, wird die Rolle spezieller Metallstanzformen noch wichtiger. Ingenieure müssen die Formdesigns anpassen, um die unterschiedlichen Rückfederungseigenschaften und Formbarkeitsgrenzen dieser fortschrittlichen Legierungen zu bewältigen und sicherzustellen, dass die nächste Generation von Fahrzeugen sowohl sicher als auch effizient ist.
Vorheriger Beitrag
Präzisionsstanzwerkzeuge für Elektronik und Haushaltsgeräte: Hocheffiziente Fertigungslösungen im Jahr 2026
Nächster Beitrag
Leitfaden für Metallstanz- und Zeichnungsteile
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
