- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Von Karosserieteilen bis zu Batteriegehäusen: Die Technik hinter Tiefziehwerkzeugen für die Automobilindustrie
Von Karosserieteilen bis zu Batteriegehäusen: Die Technik hinter Tiefziehwerkzeugen für die Automobilindustrie
2026-04-21
Inhalt
- 1 Was sind Stanzformen für sterben Automobilindustrie und wie funktionieren sie?
- 2 Wichtige Designkriterien für Hochleistungs-Tiefziehwerkzeuge
- 3 Anwendungen in herkömmlichen Fahrzeugen vs. Elektrofahrzeugen
- 4 Simulationstechnologien und intelligente Überwachung im Formenbau
- 5 Materialauswahl und Oberflächenbehandlung für lange Werkzeugstandzeiten
- 6 Anpassung von Automobil-Stanzwerkzeugen an Leichtbau- und Hochfestigkeitstrends
Was sind Stanzformen für sterben Automobilindustrie und wie funktionieren sie?
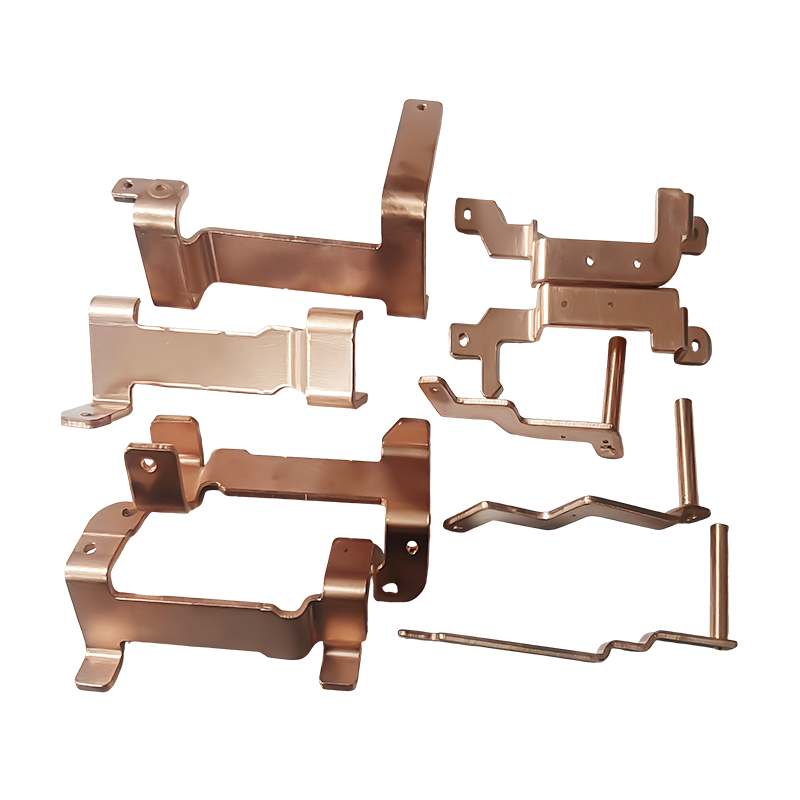
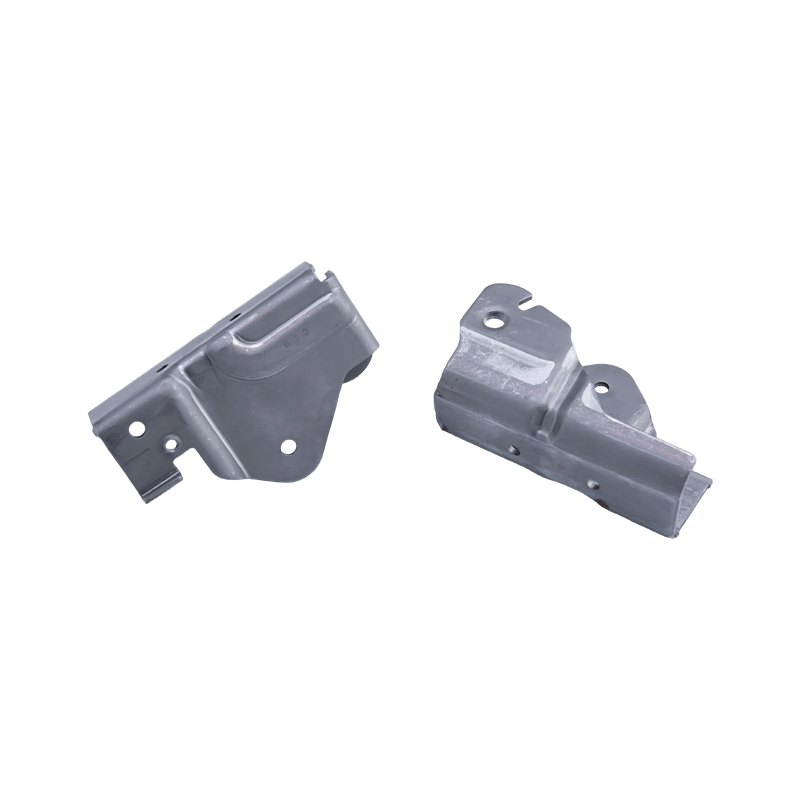
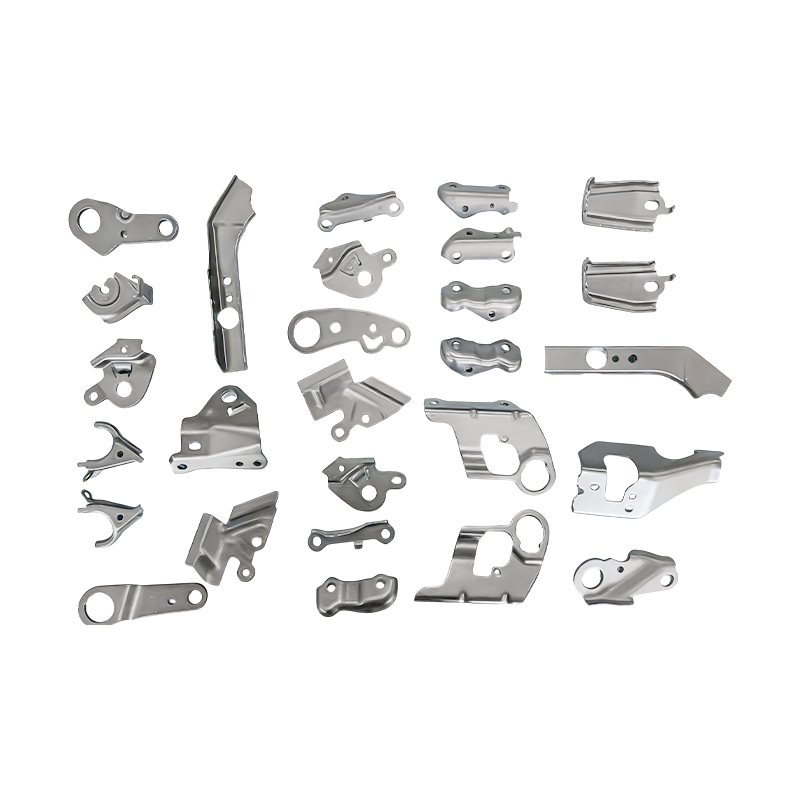
Stanzwerkzeuge für die Automobilindustrie sind Präzisionswerkzeugsysteme, mit denen flache Metallbleche durch kontrollierte plastische Verformung in komplexe dreidimensionale Komponenten geformt werden. Unter den verschiedenen Typen sind Zeichenwerkzeuge und Tiefziehwerkzeuge sind am kritischsten für die Herstellung hohler oder becherförmiger Teile – von Türaußenblechen und Hauben bis hin zu Batteriegehäusen und Strukturverstärkungen.
Beim Tiefziehverfahren wird ein flacher Metallrohling mit einem Stempel in einen Matrizenhohlraum gedrückt, während ein Blechhalter eine kontrollierte Kraft ausübt, um den Metallfluss zu leiten und Fehler zu verhindern. Im Gegensatz zur Flachumformung wird beim Tiefziehen ein Ziehverhältnis – das Verhältnis von Rohlingsdurchmesser zu Stempeldurchmesser – erreicht, das üblicherweise 2,5:1 übersteigt, was die Herstellung deutlich tieferer Teile im Verhältnis zu ihrer Breite ermöglicht. Diese Fähigkeit ist für Automobilanwendungen von entscheidender Bedeutung, bei denen komplexe Geometrie und strukturelle Integrität nebeneinander bestehen müssen.
Eine komplette Matrizenbaugruppe umfasst typischerweise vier Hauptkomponenten:
- Die Schlag , wodurch der Metallrohling physikalisch nach unten in den Hohlraum verformt wird
- Die die (Matrizenform), die die äußere Form und die Abmessungen des geformten Teils definiert
- Die Rohlinghalter , der einen einstellbaren Druck auf den Blechflansch ausübt, um den Materialfluss zu steuern
- Die Matrizensatz (Basis- und Führungsbaugruppe), die eine präzise Ausrichtung und Wiederholbarkeit über alle Produktionszyklen hinweg gewährleistet
Zusammen müssen diese Komponenten mit typischen Toleranzniveaus konstruiert werden ±0,02 mm Dadurch wird die Maßhaltigkeit bei Großserienproduktionen gewährleistet, die Hunderttausende Teile pro Jahr erreichen können.
Wichtige Designkriterien für Hochleistungs-Tiefziehwerkzeuge
Die Entwicklung effektiver Tiefziehwerkzeuge für den Einsatz in der Automobilindustrie erfordert die Abwägung mehrerer konkurrierender technischer Anforderungen. Eine schlechte Konstruktion führt zu Rissen, Faltenbildung, Rückfederung oder vorzeitigem Werkzeugverschleiß – was alles direkt zu höheren Produktionskosten und Ausfallzeiten führt. Die folgenden Parameter sind von zentraler Bedeutung für die Erzielung einer konsistenten, fehlerfreien Ausgabe.
Kraftkontrolle des Rohlingshalters
Die Blechhalterkraft (BHF) ist eine der einflussreichsten Variablen im Tiefziehprozess. Zu wenig BHF führt dazu, dass sich das Blech beim Einströmen verzieht und Falten wirft. Zu viel BHF schränkt den Materialfluss ein und führt zu Rissen oder Rissen am Stempelradius. Modern Stanzwerkzeuge für die Automobilindustrie Verwenden Sie hydraulische oder servogesteuerte Blechhalter, die den Druck während des gesamten Hubzyklus dynamisch anpassen können – oft zwischen 20 % und 80 % der maximalen Kraft, je nach Formtiefe und Materialtyp.
Oberflächenbeschaffenheit und Reibungsreduzierung
Die Oberflächen der Matrizen, die mit dem Metallblech in Kontakt kommen, müssen eine äußerst glatte Oberfläche aufweisen, um reibungsbedingte Ausdünnung und Abrieb zu minimieren. Industriestandards für Höchstleistung Tiefziehwerkzeuge erfordern eine Oberflächenrauheit von Ra ≤ 0,05 μm , erreicht durch Polieren, Hartverchromen oder PVD-Beschichtungen (Physical Vapour Deposition) wie TiCN oder DLC (diamantähnlicher Kohlenstoff). Diese Beschichtungen verlängern auch die Werkzeuglebensdauer erheblich und verkürzen die Austauschintervalle in Massenproduktionsumgebungen.
Modulare Werkzeugarchitektur
Modulare Matrizenstrukturen ermöglichen den unabhängigen Austausch einzelner Komponenten – wie Stempel, Einsätze oder Blechhaltersegmente –, sodass kein vollständiger Matrizenaustausch erforderlich ist. Für Automobil-OEMs, die mehrere Modellvarianten auf gemeinsamen Plattformen betreiben, reduziert die Modularität die Werkzeuginvestitionen um 25–40 % und verkürzt die Umrüstzeit von Stunden auf Minuten. Dieser Designansatz vereinfacht auch die Wartungsplanung und ermöglicht eine schnellere Anpassung an technische Änderungsaufträge (ECOs).
Anwendungen in herkömmlichen Fahrzeugen vs. Elektrofahrzeugen
Während die grundlegenden Mechanismen des Tiefziehens gleich bleiben, unterscheiden sich die spezifischen Anforderungen für herkömmliche Fahrzeuge und Elektrofahrzeuge (EVs) erheblich – was auf Unterschiede in Materialien, Geometrien und strukturellen Prioritäten zurückzuführen ist.
| Parameter | Traditionelle Fahrzeuge | Elektrofahrzeuge |
|---|---|---|
| Primärmaterialien | Weichstahl, HSLA-Stahl | Aluminiumlegierung, Magnesium-Aluminium-Legierung |
| Typisches Ziehverhältnis | 1,8:1 – 2,2:1 | 2,5:1 und höher |
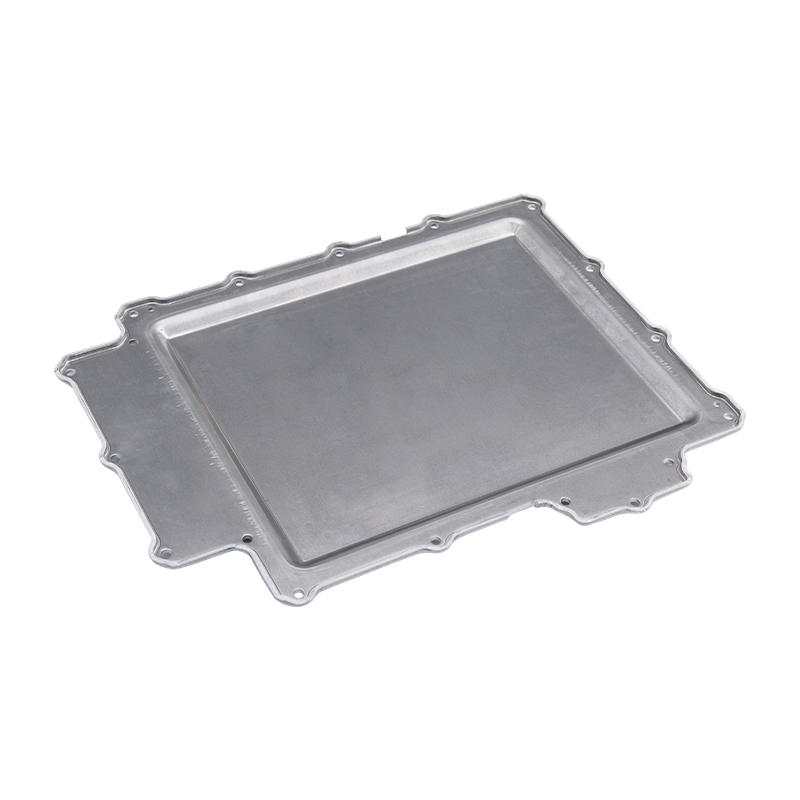
| Schlüsselformteile | Türverkleidungen, Motorhauben, Kofferraumdeckel | Batteriegehäuse, Motorgehäuse, Bodenwannen |
| Toleranzanforderung | ±0,05 mm (Karosserieteile) | ±0,02 mm (battery enclosures) |
| Die materielle Herausforderung | Verschleißfestigkeit bei der Stahlumformung | Verhinderung von Festfressen bei weichen Legierungen |
Für EV-spezifische Anwendungen, Zeichenwerkzeuge Die für Batteriegehäuse aus Magnesium-Aluminium-Legierung entwickelten Technologien stehen vor besonderen Herausforderungen. Diese leichten Legierungen weisen eine geringere Duktilität als Stahl auf und sind anfälliger für Rückfederung und Oberflächenkerben. Matrizen für diese Komponenten werden in der Regel mit beheizten Werkzeugen (Warmumformung bei 200–300 °C) konstruiert, um den Materialfluss zu verbessern, sowie mit speziellen, in die Matrizenstruktur integrierten Schmierstoffzufuhrkanälen, um über lange Produktionsläufe hinweg konstante Reibungsbedingungen aufrechtzuerhalten.
Simulationstechnologien und intelligente Überwachung im Formenbau
Modern Stanzwerkzeuge für die Automobilindustrie werden in Verbindung mit fortschrittlichen Simulationsplattformen entwickelt, bevor physische Werkzeuge hergestellt werden. Software für die Finite-Elemente-Analyse (FEA) – einschließlich Tools wie AutoForm, Pam-Stamp und LS-DYNA – ermöglicht es Ingenieuren, den gesamten Umformprozess virtuell zu simulieren und die Ausdünnungsverteilung, Faltenrisikozonen, das Ausmaß der Rückfederung und die Anforderungen an den Blechhalterdruck mit hoher Genauigkeit vorherzusagen.
Ein typischer Simulationsablauf für ein komplexes Tiefziehbauteil umfasst:
- Eingabe zur Materialcharakterisierung — Streckgrenze, n-Wert (Exponent der Kaltverfestigung), r-Wert (Verhältnis der plastischen Anisotropie) für die spezifische Legierung und den Härtegrad
- Analyse des Forming-Limit-Diagramms (FLD). — Identifizieren von Sicherheits-, Rand- und Fehlerzonen innerhalb des geformten Teils
- Springback compensation modeling — Vorhersage der elastischen Erholung und Vorkompensierung der Formgeometrie, um die endgültige Nettoform zu erreichen
- Die virtuelle Tryout-Iteration — Reduzierung der physischen Testzyklen von 10 bis 15 auf weniger als 5 pro Teil, wodurch erhebliche Zeit- und Materialkosten eingespart werden
Über das Design hinaus werden intelligente Überwachungssysteme zunehmend in die Produktion integriert Tiefziehwerkzeuge sich selbst. Piezoelektrische Kraftsensoren messen in Echtzeit die Kraftverteilung des Blechhalters, während Schallemissionssensoren frühzeitig Anzeichen von Abrieb oder Materialrissen erkennen, bevor fehlerhafte Teile hergestellt werden. Die Daten dieser Sensoren werden in Manufacturing Execution Systems (MES) eingespeist und ermöglichen eine geschlossene Prozesssteuerung, die die Pressenparameter dynamisch anpasst und so die Dimensionsstabilität auch dann aufrechterhält, wenn die Materialchargeneigenschaften zwischen den Spulenchargen variieren.
Materialauswahl und Oberflächenbehandlung für lange Werkzeugstandzeiten
Die Lebensdauer von Zeichenwerkzeuge in der Automobil-Großserienproduktion ist ein entscheidender Wirtschaftsfaktor. Man kann davon ausgehen, dass ein typischer Karosserieblech-Werkzeugsatz 500.000 bis 1.000.000 Teile produziert, bevor eine umfassende Überholung erforderlich ist. Um dies zu erreichen, ist eine sorgfältige Auswahl der Matrizenmaterialien und Oberflächenbehandlungen erforderlich, die auf das Werkstückmaterial und das Produktionsvolumen abgestimmt sind.
Zu den gängigen Stanzmaterialien, die beim Automobilstanzen verwendet werden, gehören:
- Sphäroguss (GGG70L) — kostengünstig für Matrizen mit geringem bis mittlerem Volumen, gute Bearbeitbarkeit, aber geringere Härte (58–62 HRC nach der Behandlung)
- Werkzeugstahl (D2, DC53) — Höhere Härte und Verschleißfestigkeit, bevorzugt für großvolumige Stahlformwerkzeuge
- Hartmetalleinsätze — Wird an Kontaktzonen mit hohem Verschleiß wie Matrizenradien und Ziehsicken angewendet und verlängert die lokale Lebensdauer um das Drei- bis Fünffache im Vergleich zu Werkzeugstahl allein
- Aluminiumbronzelegierungen – Wird für Matrizen zum Formen von Aluminium- oder Magnesiumwerkstücken verwendet und verhindert Abrieb aufgrund unterschiedlicher Materialpaarungen
Oberflächenbehandlungen, die nach der Bearbeitung und Wärmebehandlung angewendet werden, verbessern die Leistung zusätzlich. Durch Nitrieren wird die Oberflächenhärte auf 70 HRC erhöht, während die Kernzähigkeit erhalten bleibt. PVD-Beschichtungen wie TiAlN bieten eine Härte von mehr als 3.000 HV und reduzieren den Reibungskoeffizienten von ~0,15 auf unter 0,05 – was sich direkt in einer geringeren Ausdünnung bei Leichtbaukomponenten für Elektrofahrzeuge niederschlägt, bei denen eine gleichmäßige Wandstärke für die Abdichtung des Batteriegehäuses und die strukturelle Leistung von entscheidender Bedeutung ist.
Anpassung von Automobil-Stanzwerkzeugen an Leichtbau- und Hochfestigkeitstrends
Die zunehmende Verlagerung der Automobilindustrie in Richtung Leichtbau – angetrieben sowohl durch die Reichweiteneffizienz von Elektrofahrzeugen als auch durch Emissionsvorschriften – verändert die Anforderungen an die Automobilindustrie grundlegend Stanzwerkzeuge für die Automobilindustrie . Fortschrittliche hochfeste Stähle (AHSS) mit Zugfestigkeiten über 1.000 MPa sowie Aluminiumlegierungen der Serien 6xxx und 7xxx ersetzen zunehmend konventionellen Weichstahl in Strukturanwendungen. Diese Materialien erfordern im Vergleich zu ihren Vorgängern deutlich höhere Umformkräfte, eine präzisere BHF-Steuerung und verbesserte Rückfederungskompensationsstrategien.
Die Reaktion der Hersteller, die Matrizen in diesen sich entwickelnden Markt liefern, war multidirektional. Die Gesenkstrukturen werden mit höherer Steifigkeit neu gestaltet, um erhöhten Umformlasten ohne durch Durchbiegung verursachte Maßfehler standzuhalten. Um eine Warm- oder Warmumformung von Aluminium und Borstahl zu ermöglichen, werden Kühl- und Heizkanäle in Werkzeugkörper integriert. Und simulationsgesteuerte Testprozesse verkürzen die Entwicklungszeit, selbst wenn die Komplexität der Teile zunimmt.
Letztendlich, Tiefziehwerkzeuge für Automobil- und Elektrofahrzeugkomponenten der nächsten Generation müssen gleichzeitig engere Toleranzen, eine längere Lebensdauer, eine schnellere Einrichtung und Kompatibilität mit einer breiteren Palette fortschrittlicher Materialien bieten. Um dieses Gleichgewicht zu erreichen, ist ein integrierter technischer Ansatz erforderlich – der Präzisionsfertigung, fortschrittliche Beschichtungen, Prozessüberwachung in Echtzeit und Fachwissen in den Materialwissenschaften kombiniert –, der die Tiefziehwerkzeugtechnologie als einen zentralen Wegbereiter für die Transformation der Automobilindustrie positioniert.

Vorheriger Beitrag
Metallstanzteile: Typen und Anwendungen
Nächster Beitrag
Warum Aluminiumlegierungen Stahl in elektronischen Stanzteilen ersetzen?
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
