- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Metallstanzteile: Typen und Anwendungen
2026-04-27
Inhalt
- 1 Was Metallstanzteile sind und warum Präzision wichtig ist
- 2 Elektronische Stanzteile: Präzision im Herzen moderner Geräte
- 3 Stanzteile für Laptops: Strukturelle Präzision bei Baugruppen mit dünnem Profil
- 4 Stanzteile für Haushaltsgeräte: Robustheit für jahrzehntelangen Einsatz
- 5 Vergleich der Anwendungsanforderungen in verschiedenen Stanzsegmenten
- 6 Beschaffung von Stanzteilen aus Metall: Worauf Sie bei einem Lieferanten achten sollten
Was Metallstanzteile sind und warum Präzision wichtig ist
Stanzteile aus Metall sind Komponenten, die durch kontrollierte Krafteinwirkung durch Matrizen und Stempel auf flaches Metallblech hergestellt werden und Rohmaterial durch Vorgänge wie Stanzen, Lochen, Biegen, Ziehen und Prägen in präzise geformte Struktur- und Funktionselemente umwandeln. Im Gegensatz zur maschinellen Bearbeitung, bei der Material entfernt wird, um eine Geometrie zu erreichen, wird beim Stanzen Metall verdrängt und geformt, wodurch beim Schneiden praktisch kein Materialabfall entsteht und Zykluszeiten in Sekundenbruchteilen pro Teil möglich sind. Die Kombination aus Geschwindigkeit, Wiederholgenauigkeit und Maßhaltigkeit macht das Metallstanzen zum dominierenden Herstellungsverfahren überall dort, wo große Mengen an Blechkomponenten benötigt werden.
Präzision ist das entscheidende Merkmal, das das Stanzen in Industriequalität von der Standard-Blechbearbeitung unterscheidet. In Anwendungen wie Unterhaltungselektronik, Automobilbaugruppen und Haushaltsgeräten müssen gestanzte Komponenten bei kritischen Abmessungen Toleranzen von bis zu ±0,05 mm einhalten, wobei Ebenheitsabweichungen über die Teileoberfläche auf weniger als 0,1 mm kontrolliert werden müssen. Um diese Spezifikationen bei Produktionsläufen von Hunderttausenden Stücken konsistent zu erreichen, sind progressive Stanzwerkzeuge erforderlich, die auf Mikrometergenauigkeit ausgelegt sind, servoangetriebene Pressensysteme mit Echtzeit-Tonnageüberwachung und Inline-Vision-Inspektion, die Grathöhe, Lochpositionsabweichung und Oberflächenfehler bei Produktionsgeschwindigkeit erkennen kann.
Die beim Metallstanzen verarbeiteten Materialien umfassen ein breites Spektrum. Kaltgewalzter Stahl (SPCC, DC01), elektroverzinktes Blech, feuerverzinkter Stahl, Edelstahlsorten 304 und 430, Aluminiumlegierungen 1050 und 5052, Kupferlegierungen und Berylliumkupfer werden routinemäßig gestanzt, abhängig von den mechanischen Anforderungen, der Korrosionsbeständigkeit und der Leitfähigkeit der Zielanwendung. Die Materialauswahl wirkt sich direkt auf die Verschleißrate der Matrize, das Rückfederungsverhalten, die Qualität der Oberflächenbeschaffenheit und die nachgelagerten Endbearbeitungsprozesse – Plattieren, Eloxieren, Pulverbeschichten – aus, die für die fertige Stanzung erforderlich sind.
Elektronische Stanzteile: Präzision im Herzen moderner Geräte
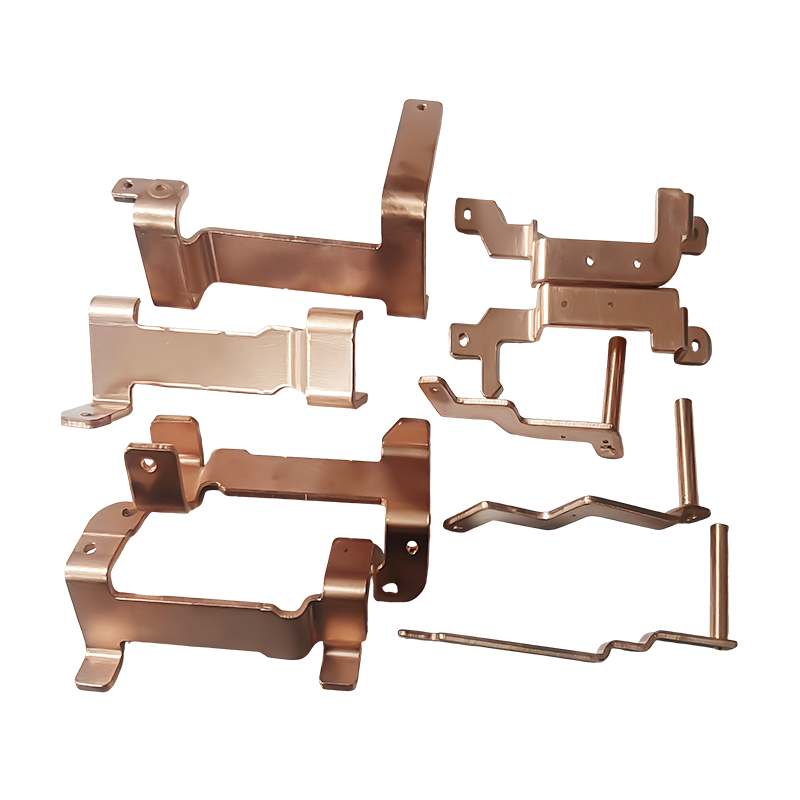
Elektronische Stanzteile repräsentieren eines der technisch anspruchsvollsten Segmente der Metallstanzindustrie. Die für Leiterplattenbaugruppen, Steckverbinder, Anschlüsse, EMI-Abschirmdosen, Batteriekontakte, Schaltergehäuse und Sensorhalterungen hergestellten Komponenten müssen eine Maßgenauigkeit im Submillimeterbereich mit spezifischen elektrischen, thermischen und mechanischen Leistungseigenschaften kombinieren – und das alles innerhalb der strengen Kostenbeschränkungen der wettbewerbsintensiven Märkte für Unterhaltungselektronik.
Steckverbinderanschlüsse und Kontaktfedern gehören zu den anspruchsvollsten herzustellenden elektronischen Stanzteilen. Diese Teile werden aus Phosphorbronze, Berylliumkupfer oder Messingband in Dicken von 0,1 mm bis 0,5 mm hergestellt und erfordern mehrstufige Folgegesenke, die in einem einzigen Pressenhub gleichzeitig das Profil stanzen, die Federgeometrie formen und die Kontaktfläche prägen. Kontaktkraft, Haltbarkeit bei Einsteck-/Ausziehzyklen und Kontaktwiderstand – typischerweise unter 10 mΩ nach 1.000 Einsteckzyklen erforderlich – werden durch anwendungsspezifische Testprotokolle und nicht durch generische Materialzertifikate validiert.
EMI-Abschirmdosen und HF-Gehäuse
EMI-Abschirmdosen sind dünnwandige elektronische Stanzteile aus Neusilber, kaltgewalztem Stahl oder Edelstahlblech mit einer Dicke von 0,15–0,3 mm. Ihre Funktion besteht darin, Hochfrequenzemissionen von Hochgeschwindigkeitsprozessormodulen, drahtlosen Kommunikations-ICs und Energieverwaltungsschaltkreisen auf dicht bestückten Leiterplatten einzudämmen. Die Maßgenauigkeit des Dosenumfangs und der Dosenhöhe ist von entscheidender Bedeutung: Lücken von mehr als 0,1 mm am Sitzflansch erzeugen Öffnungen, die die Abschirmwirkung bei Frequenzen über 1 GHz um 10–20 dB beeinträchtigen, was die Funkleistung des Geräts direkt beeinträchtigt und möglicherweise zu einem Versagen der behördlichen Zertifizierung führt.
Batteriekontakte und Federklemmen
Batteriekontaktfedern in tragbaren Geräten müssen über die gesamte Lebensdauer des Einsetzens und Entfernens der Batterie – typischerweise 500–1.000 Zyklen bei Verbrauchergeräten – eine konstante Kontaktkraft liefern. Elektronische Stanzteile dieser Kategorie werden aus Edelstahl oder Phosphorbronze mit einer auf die Kontaktspitze aufgebrachten Gold- oder Nickelbeschichtung hergestellt. Die Federgeometrie – freitragend, gewickelt oder gefaltet – wird durch Finite-Elemente-Simulation während der Werkzeugkonstruktion optimiert, um sicherzustellen, dass die Kontaktkraft über den gesamten Abmessungstoleranzstapel von Batteriezelle und Gehäuse innerhalb des angegebenen Fensters (typischerweise 1–3 N) bleibt.
Stanzteile für Laptops: Strukturelle Präzision bei Baugruppen mit dünnem Profil
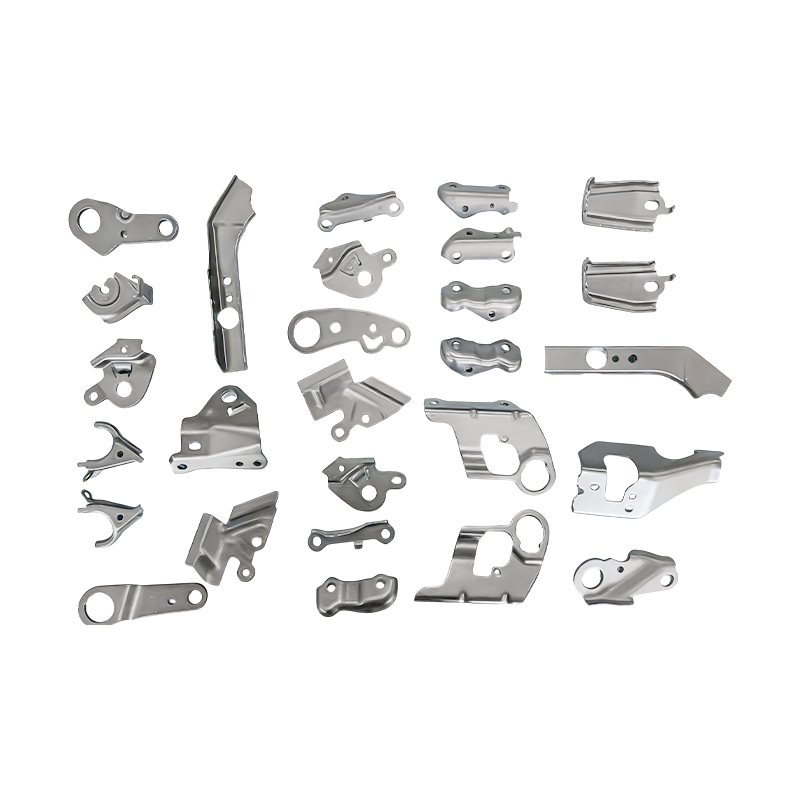
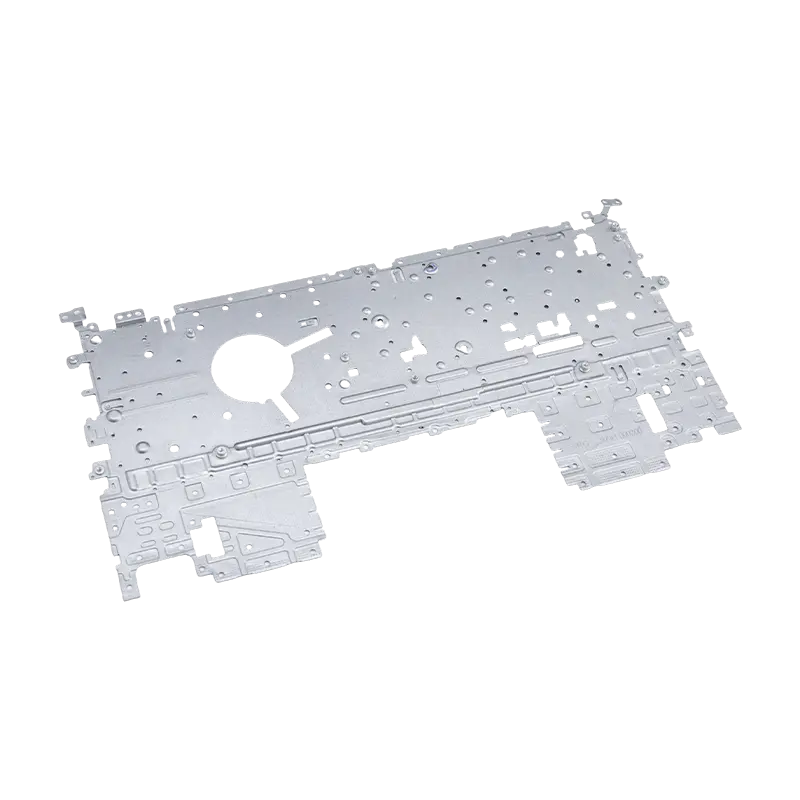
Laptop-Stanzteile unterliegen einer Reihe einzigartiger Einschränkungen, die sie von allgemeinen elektronischen Stanzteilen unterscheiden. Der unaufhaltsame Trend zu immer dünneren, leichteren Notebook-Designs – mit Gehäusedicken, die mittlerweile regelmäßig unter 14 mm und Gesamtgewichten des Systems unter 1 kg liegen – erfordert gestanzte Komponenten, die maximale strukturelle Steifigkeit bei minimaler Materialstärke bieten und gleichzeitig in Bauräume von Zehntelmillimetern passen.
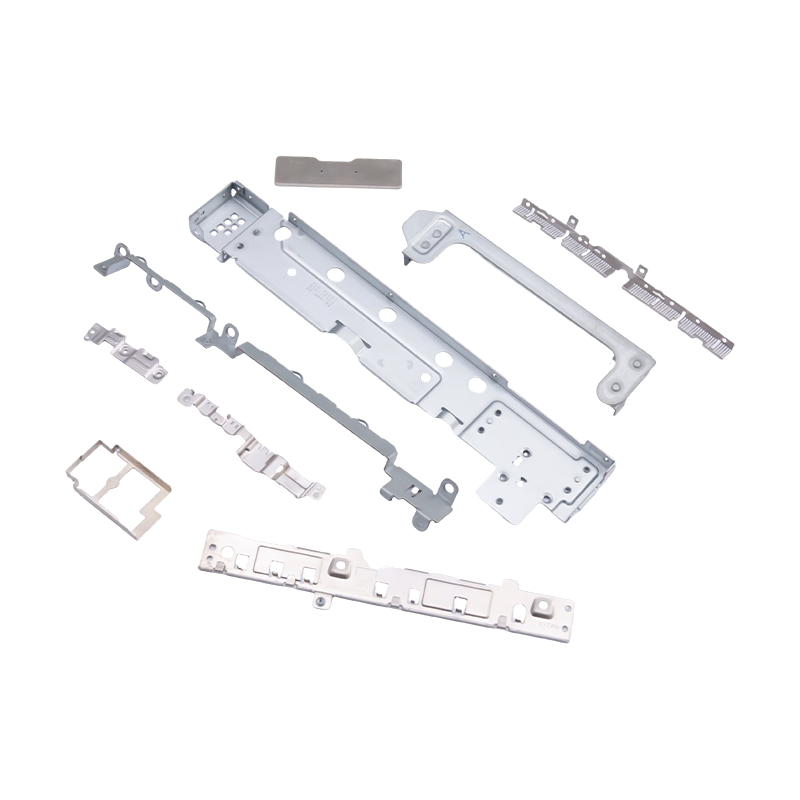
Die Scharnierhalterung ist eines der mechanisch anspruchsvollsten Laptop-Stanzteile in jedem Notebook-Design. Die Scharnierhalterungen bestehen aus hochfestem Edelstahl oder kaltgewalztem Stahl mit einer Zugfestigkeit von mehr als 600 MPa und müssen der zyklischen Ermüdungsbelastung beim Öffnen und Schließen des Deckels standhalten – normalerweise für 20.000 bis 30.000 Zyklen bei Laptops in kommerzieller Qualität – ohne bleibende Verformung oder Oberflächenrisse. Durch progressives Stanzen und anschließendes Prägen an den Stellen der Scharnierbohrungen wird sichergestellt, dass der Bohrungsdurchmesser und die Positionsgenauigkeit den Anforderungen an eine enge Presspassung der Scharnier-Drehzapfen-Baugruppe entsprechen.
Interne Gehäuseverstärkungshalterungen, Abstandshalter für die Motherboard-Montage, Halteklammern für Wärmemodule und Stützrahmen für die Tastatur-Rückplatte sind weitere Kategorien von Laptop-Stanzteilen, bei denen die dimensionale Stapelung von entscheidender Bedeutung ist. Da Montagetoleranzen auf Systemebene in Bruchteilen eines Millimeters gemessen werden, muss jede Stanzung konsequent ihr individuelles Toleranzfenster erreichen – typischerweise ±0,1 mm bei Lochpositionen und ±0,05 mm bei kritischen Passungen –, um eine Robotermontage ohne manuelle Anpassung zu ermöglichen. Auf diese Teile werden Oberflächenbehandlungen wie stromlose Vernickelung, Schwarzoxid und chemische Konversionsbeschichtung angewendet, um die Anforderungen an Korrosionsbeständigkeit und Erdungsleitfähigkeit zu erfüllen.
Stanzteile für Haushaltsgeräte: Robustheit für jahrzehntelangen Einsatz
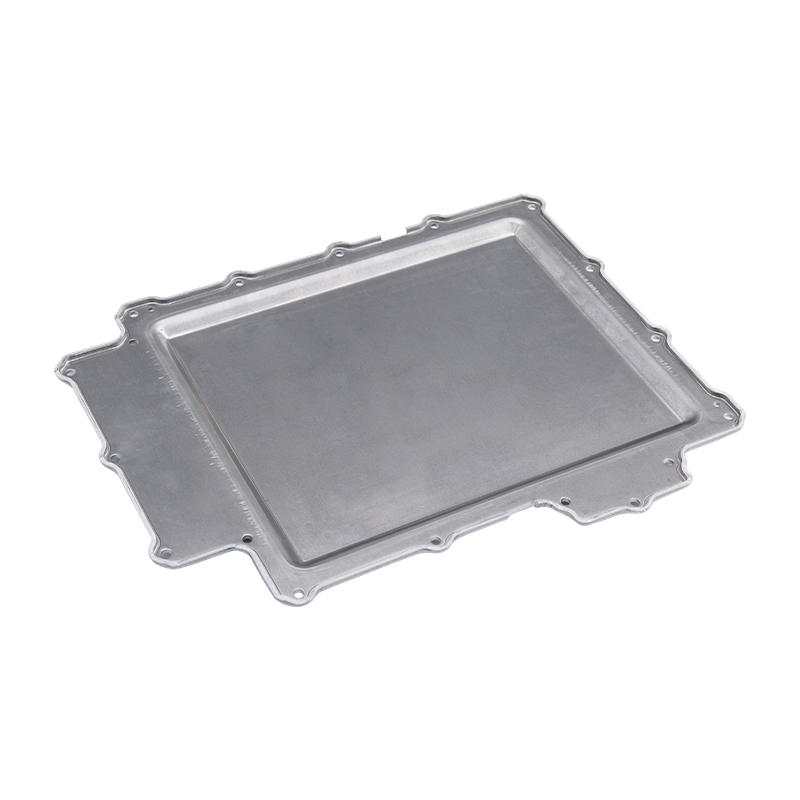
Stanzteile für Haushaltsgeräte dienen als strukturelles und funktionelles Kerngerüst von Kühlschränken, Waschmaschinen, Klimaanlagen und Mikrowellenherden. Im Gegensatz zu Unterhaltungselektronik, bei der die Produktlebensdauer typischerweise drei bis fünf Jahre beträgt, sind große Haushaltsgeräte für den Dauerbetrieb von zehn bis fünfzehn Jahren in häuslichen Umgebungen ausgelegt, die Feuchtigkeit, Temperaturschwankungen, Vibrationen und chemischer Belastung durch Reinigungsmittel ausgesetzt sind. Die geprägten Metallkomponenten in diesen Produkten müssen dieser Haltbarkeitserwartung entsprechen.
Die Materialauswahl für Stanzteile von Haushaltsgeräten spiegelt diese Anforderung einer langen Lebensdauer wider. Verzinktes Stahlblech (feuerverzinkt oder galvanisch verzinkt) bietet Korrosionsschutz für Innenverkleidungen und Fahrgestellkomponenten, die Kondenswasser und Reinigungsmitteln ausgesetzt sind. Edelstahl der Güteklasse 430 ist für sichtbare Außenflächen und innere Trommelkomponenten in Waschmaschinen spezifiziert, bei denen ästhetisches Aussehen und Fleckenbeständigkeit höchste Anforderungen stellen. Aluminiumlegierungsbleche – typischerweise 3003 oder 5052 – werden in Wärmetauscherrippen und dekorativen Frontplatten verwendet, bei denen Gewichtsreduzierung und Eloxierungskompatibilität Priorität haben.
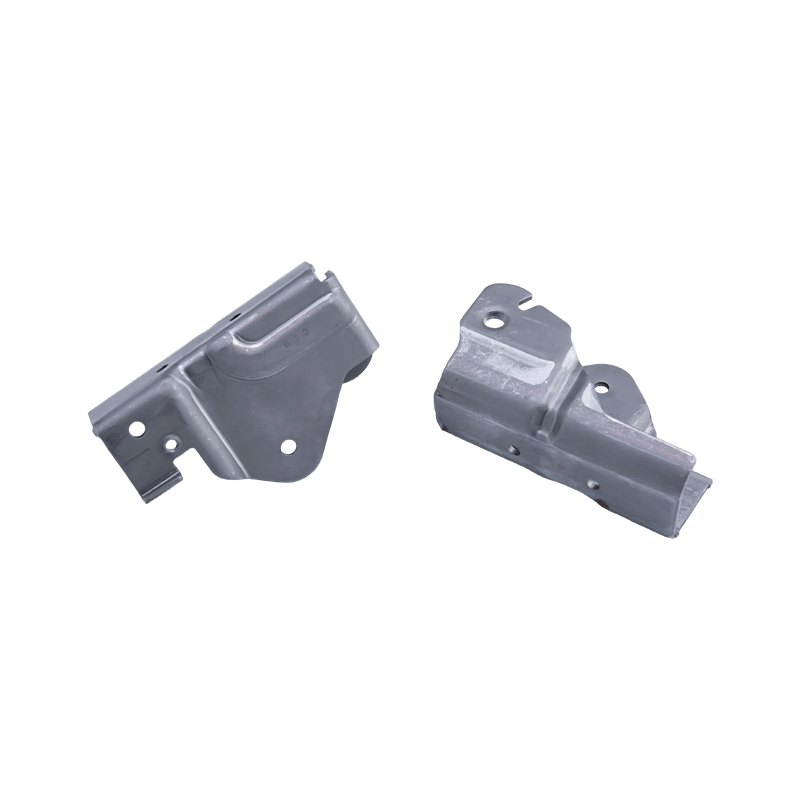
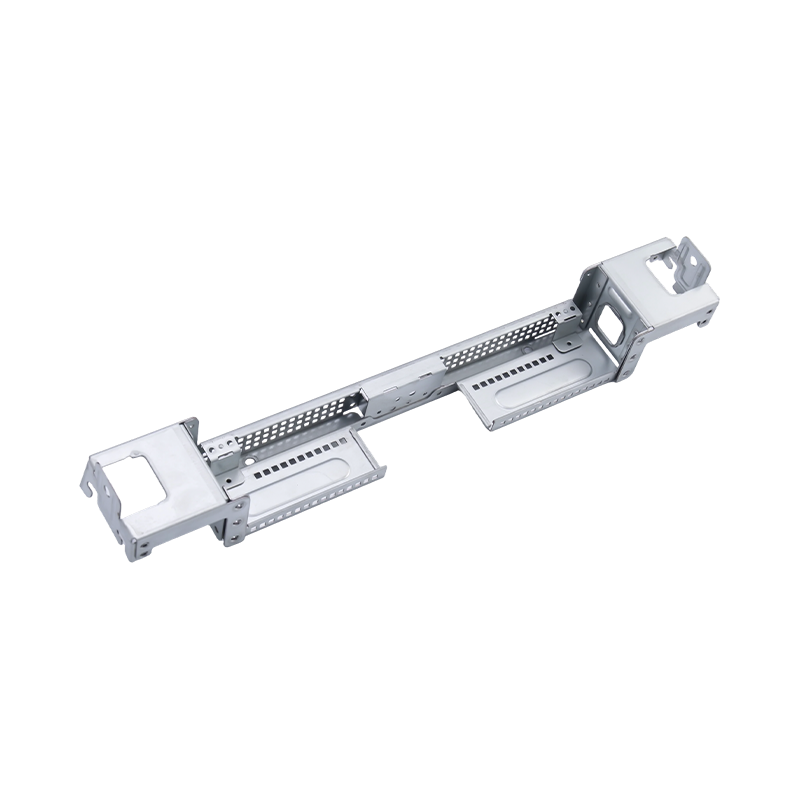
Strukturelle Rollen: Halterungen, Chassis und Verbindungsstücke
Innerhalb der Gerätebaugruppe erfüllen Haushaltsgeräte-Stanzteile drei primäre Strukturfunktionen. Motormontagehalterungen befestigen interne Motoren – Kompressoren in Kühlschränken, Antriebsmotoren in Waschmaschinen, Lüftermotoren in Klimaanlagen-Innengeräten – mit ausreichender Steifigkeit am Geräterahmen, um Vibrationen zu isolieren und Ermüdungsschäden an Befestigungsstellen während der Produktlebensdauer zu verhindern. Chassis-Stanzteile bilden das tragende Skelett, das den Gerätekörper trägt, das Gewicht der internen Komponenten trägt und die Maßangaben liefert, auf die sich alle Montagevorgänge beziehen. Verbindungsstücke verbinden wichtige Unterbaugruppen und übertragen mechanische Lasten zwischen dem Strukturrahmen, den Türscharnieren, den Montagestrukturen des Bedienfelds und den Rohrleitungs- oder Kabelbaumführungshalterungen.
Qualitätskontrollanforderungen für Stanzteile in Gerätequalität
Bei der Herstellung von Stanzteilen für Haushaltsgeräte werden strenge Qualitätskontrollen durchgeführt, um den Anforderungen an eine lange Lebensdauer von Haushaltsgeräten gerecht zu werden. Die folgenden Prüfparameter werden routinemäßig bei der Eingangskontrolle, den In-Prozess-Kontrollpunkten und der Endabnahme überprüft:
- Ebenheit und Formgenauigkeit: Fahrgestellplatten und Halterungsmontageflächen werden auf Richtplatten oder CMM-Befestigungen überprüft, um sicherzustellen, dass sie innerhalb der Spezifikation liegen – normalerweise 0,3–0,8 mm über die gesamte Plattenlänge –, um eine ordnungsgemäße Montage zu gewährleisten und Spannungskonzentrationen an Befestigungspunkten zu verhindern.
- Korrosionsbeständigkeit: Salzsprühtests gemäß ISO 9227 – je nach Anwendung 72 bis 240 Stunden – bestätigen, dass das Beschichtungssystem (Verzinkung, Verzinkung oder Pulverbeschichtung) ausreichenden Schutz für die vorgesehene Einsatzumgebung bietet.
- Dimensionsüberprüfung kritischer Merkmale: Lochdurchmesser, Rand-zu-Loch-Abstände und gebogene Flanschwinkel an Montageschnittstellen werden mit einem optischen Komparator oder einem Koordinatenmessgerät bei definierten Abtastfrequenzen gemessen, um zu bestätigen, dass die Teile während des gesamten Produktionslaufs innerhalb des Toleranzfensters bleiben.
- Grathöhenkontrolle: Freiliegende Kanten und gestanzte Löcher werden auf eine Grathöhe überprüft, die in der Regel unter 0,1 mm liegen muss, um Schäden an der Kabelisolierung, Verletzungen des Bedieners während der Montage und Spannungskonzentrationen zu verhindern, die während des Gerätebetriebs zu Ermüdungsrissen führen könnten.
Vergleich der Anwendungsanforderungen in verschiedenen Stanzsegmenten
Die drei Hauptsegmente – allgemeine Metallstanzteile, elektronische Stanzteile, Laptop-Stanzteile und Haushaltsgeräte-Stanzteile – nutzen den gleichen Kernherstellungsprozess, unterscheiden sich jedoch erheblich in Bezug auf Materialqualität, Maßtoleranz, Oberflächenbeschaffenheit und Anforderungen an die Serviceumgebung. Die folgende Tabelle fasst die wichtigsten Unterschiede zur Unterstützung von Spezifikations- und Beschaffungsentscheidungen zusammen:
| Attribut | Elektronische Stanzteile | Laptop-Stanzteile | Stanzteile für Haushaltsgeräte |
|---|---|---|---|
| Typische Materialstärke | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Schlüsselmaterialien | Phosphorbronze, Berylliumkupfer, Neusilber | Hochfester Edelstahl, kaltgewalzter Stahl | Verzinkter Stahl, Edelstahl 430, Aluminiumlegierung |
| Maßtoleranz | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primärer Leistungsfokus | Leitfähigkeit, Kontaktkraft, EMI-Dämpfung | Lebensdauer, Steifigkeit, Gewichtsminimierung | Korrosionsbeständigkeit, strukturelle Belastbarkeit |
| Oberflächenbehandlung | Vergoldung, Vernickelung, Verzinnung | Chemisch Nickel, schwarzes Oxid, chemische Umwandlung | Feuerverzinkung, Pulverbeschichtung, Eloxieren |
| Design-Lebensdauer | 3 – 5 Jahre (Konsumzyklus) | 3 – 7 Jahre | 10 – 15 Jahre |

Beschaffung von Stanzteilen aus Metall: Worauf Sie bei einem Lieferanten achten sollten
Die Auswahl eines leistungsfähigen Stanzlieferanten erfordert die parallele Bewertung der technischen Infrastruktur, der Qualitätsmanagementsysteme und der Produktionskapazität. Das niedrigste Stückpreisangebot eines Lieferanten ohne validierte Werkzeugfähigkeit, In-Prozess-Inspektionsausrüstung und Oberflächenbehandlungskontrolle führt durchweg zu höheren Gesamtkosten durch Nacharbeit, Produktionsunterbrechungen und Feldrücksendungen. Die folgenden Kriterien bilden einen strukturierten Bewertungsrahmen:
- Werkzeugkonstruktion und Wartungskapazität: Das hausinterne progressive Werkzeugdesign, die Ausstattung des CNC-Werkzeugraums und dokumentierte Werkzeugwartungspläne sind Indikatoren für einen Lieferanten, der die Teilequalität über die Werkzeuganlage steuern kann, anstatt sich auf die Sortierung zu verlassen.
- Presskapazitätsbereich: Eine Lieferantenflotte, die 25-Tonnen-Tischpressen bis hin zu 400-Tonnen-Gap-Frame- oder Straight-Side-Pressen umfasst, zeigt die Fähigkeit, sowohl empfindliche elektronische Stanzteile als auch schwere Haushaltsgeräte-Stanzteile aus einer Hand zu verarbeiten.
- Mess- und Prüfinfrastruktur: CMM-Fähigkeiten, optische Komparatoren, Oberflächenrauheitstester und Salzsprühtestkammern vor Ort zeigen, dass der Lieferant objektive Qualitätsdaten generieren kann, anstatt sich nur auf die visuelle Inspektion zu verlassen.
- Zertifizierungen: ISO 9001:2015 als grundlegendes Qualitätsmanagementsystem; IATF 16949 für die Teilnahme an der Automobil-Lieferkette; ISO 14001 für Umweltmanagement – besonders relevant, wenn bei Oberflächenbehandlungsprozessen regulierte Chemikalien zum Einsatz kommen.
- Materialrückverfolgbarkeit: Mühlenzertifikate, die mit Produktionschargenaufzeichnungen verknüpft sind, ermöglichen Fehleranalyseteams, Feldfehler auf bestimmte Materialschmelzen und Verarbeitungsläufe zurückzuführen – eine nicht verhandelbare Voraussetzung für Laptop-Stanzteile und elektronische Stanzteile, die in regulierte Endmärkte geliefert werden.
Vorheriger Beitrag
Leicht, hochpräzise: Die Strategien für Tiefziehwerkzeuge treiben Innovationen bei Karosserieteilen von Elektrofahrzeugen voran
Nächster Beitrag
Von Karosserieteilen bis zu Batteriegehäusen: Die Technik hinter Tiefziehwerkzeugen für die Automobilindustrie
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
