- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Leicht, hochpräzise: Die Strategien für Tiefziehwerkzeuge treiben Innovationen bei Karosserieteilen von Elektrofahrzeugen voran
Leicht, hochpräzise: Die Strategien für Tiefziehwerkzeuge treiben Innovationen bei Karosserieteilen von Elektrofahrzeugen voran
2026-05-07
Inhalt
- 1 Was unterscheidet Tiefziehwerkzeuge für die Automobilindustrie von Standardwerkzeugen?
- 2 Formbarkeit von Aluminiumlegierungen und die Rolle des Aluminiumschmelzpunkts bei der Prozessgestaltung
- 3 EV-spezifisches Werkzeugdesign: Tiefziehverhältnisse, Batteriegehäuse und Leichtbau
- 4 Kraftkontrolle des Rohlingshalters: Gleichzeitige Vermeidung von Faltenbildung und Rissbildung
- 5 Simulationsgesteuerte Werkzeugentwicklung und intelligente Überwachung in der Massenproduktion
Was unterscheidet Tiefziehwerkzeuge für die Automobilindustrie von Standardwerkzeugen?
Tiefziehwerkzeuge, die im Automobil- und Elektrofahrzeugbau verwendet werden, sind nicht mit Allzweck-Blechwerkzeugen austauschbar. Dabei handelt es sich um speziell entwickelte Systeme, die aus vier Hauptkomponenten bestehen – Stempeln, Matrizen, Blechhaltern und Matrizensätzen –, die jeweils für die Zusammenarbeit unter extremen Umformlasten optimiert sind. In einer typischen Automobil-Stanzpresse senkt sich der Stempel in den Hohlraum der Matrize, während der Blechhalter einen kontrollierten Abwärtsdruck auf den Blechflansch ausübt und so den Metallfluss in den Hohlraum leitet, ohne Falten zu bilden oder zu reißen. Der Matrizensatz stellt den steifen Strukturrahmen bereit, der die Ausrichtung auch unter zyklischen Belastungen beibehält, die mehrere hundert Tonnen pro Hub überschreiten können.
Was Automotive-Grade auszeichnet Tiefziehwerkzeuge ist die geforderte Präzisionstoleranz im gesamten Werkzeug. Normalerweise wird auf Maßhaltigkeit geachtet ±0,02 mm über kritische Fürmflächen, eine Anforderung, die durch die Tatsache bedingt ist, dass kumulative Abweichungen entlang eines Karosserieblechs – zum Beispiel eines Türaußenblechs – direkt zu sichtbaren Oberflächenfehlern oder Montagelücken führen, die sowohl die Ästhetik als auch die strukturelle Passung beeinträchtigen. Die Oberflächenbeschaffenheit der Stempel- und Matrizenradien ist gleichermaßen entscheidend: ein Ra-Wert von ≤0,05 μm (nahezu Spiegelqualität) minimiert reibungsbedingte Ausdünnung und Riefenbildung, insbesondere bei der Verarbeitung hochfester oder leichter Legierungen.
Formbarkeit von Aluminiumlegierungen und die Rolle des Aluminiumschmelzpunkts bei der Prozessgestaltung
Aluminiumlegierung hat sich aufgrund seines günstigen Festigkeits-Gewichts-Verhältnisses, seiner Korrosionsbeständigkeit und seiner Recyclingfähigkeit zum dominierenden Leichtbaumaterial sowohl für herkömmliche Karosseriebleche als auch für Strukturkomponenten von Elektrofahrzeugen entwickelt. Allerdings stellt Aluminium beim Tiefziehen besondere Herausforderungen dar, die direkt mit seinen Materialeigenschaften zusammenhängen – einschließlich seines thermischen Verhaltens im Verhältnis zum Aluminium Schmelzpunkt von Aluminium .
Reines Aluminium schmilzt bei ca 660 °C , aber die beim Automobilstanzen verwendeten Aluminiumlegierungen – hauptsächlich die Serien 5xxx (Al-Mg) und 6xxx (Al-Mg-Si) – haben Schmelzbereiche, die je nach Legierungszusammensetzung etwas niedriger beginnen. Während der Aluminiumschmelzpunkt selbst beim Kaltumformen nicht direkt erreicht wird, ist er für zwei prozessnahe Bereiche von großer Bedeutung: Warmumformung und Gesenkkühlungsmanagement. Bei der Warmumformung von Aluminium werden Rohlinge auf 200–300 °C (ein sorgfältig ausgewählter Bruchteil des Schmelzpunkts) erhitzt, um die Duktilität zu erhöhen und die Rückfederung zu verringern, wodurch die Herstellung komplexer Geometrien ermöglicht wird, die unter Umformbedingungen bei Umgebungstemperatur zu Rissen führen würden. Werkzeugkonstrukteure müssen die Wärmeausdehnung bei diesen Temperaturen berücksichtigen und die Abstände und Kraftparameter des Blechhalters entsprechend neu kalibrieren.
Selbst beim konventionellen Kalttiefziehen kann die an den Grenzflächen Stempel-Rohling und Matrize-Rohling erzeugte Reibungswärme die lokalen Oberflächentemperaturen erheblich erhöhen. Bei Aluminiumlegierungen, die im Vergleich zu Stahl einen relativ niedrigen Schmelzpunkt haben, beschleunigt eine übermäßige örtliche Erwärmung das Festfressen – die Klebstoffübertragung von Aluminium auf die Formoberflächen –, was die Oberflächengüte verschlechtert, die Umformkräfte erhöht und die Werkzeuglebensdauer verkürzt. Daher sind die Schmierstrategie und die Auswahl der Oberflächenbeschichtung der Matrize bei der Verarbeitung besonders wichtig Aluminiumlegierung Blätter.
Gängige Aluminiumlegierungen für die Automobilindustrie und ihre Umformeigenschaften
| Legierungsserie | Typische Note | Schmelzbereich (°C) | Schlüsselanwendung |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Haubeninnenteile, Türinnenteile, EV-Gehäuse |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Äußere Karosserieteile, Strukturverschlüsse |
| Mg-Al (Magnesium-Aluminium) | AZ31, AM60 | 470–630 | Batteriegehäuse für Elektrofahrzeuge, Instrumententafeln |
EV-spezifisches Werkzeugdesign: Tiefziehverhältnisse, Batteriegehäuse und Leichtbau
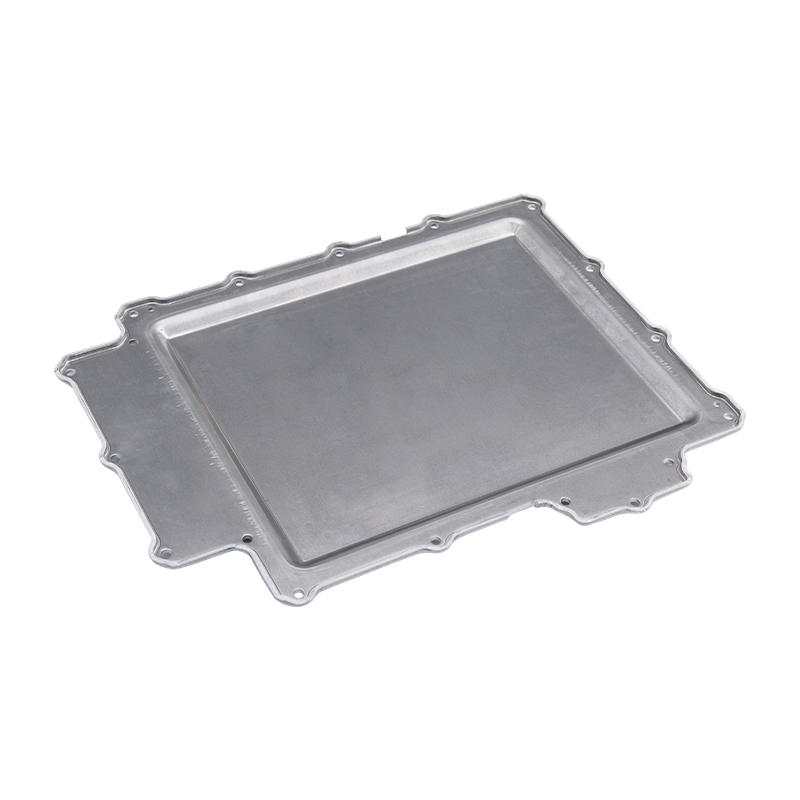
Die Herstellung von Elektrofahrzeugen stellt Anforderungen an Tiefziehwerkzeuge, die über die Anforderungen des herkömmlichen Automobilstanzens hinausgehen. Die technisch anspruchsvollste Anwendung ist die Bildung von Batteriegehäusen aus einer Magnesium-Aluminium-Legierung – große, tiefe, strukturell komplexe Gehäuse, die Batteriezellenanordnungen schützen und gleichzeitig zum Gesamtgewichtsbudget des Fahrzeugs beitragen. Diese Komponenten erfordern Tiefziehverhältnisse über 2,5:1 (das Verhältnis von Rohlingsdurchmesser zu Stempeldurchmesser), was das Material an seine Duktilitätsgrenzen bringt und eine außergewöhnliche Werkzeugkonstruktion erfordert, um Flanschrisse oder übermäßige Wandverdünnung zu vermeiden.
Die Minimierung der Materialverdünnung entlang der gezogenen Wand ist für Batteriegehäuse von entscheidender Bedeutung, da sich die Gleichmäßigkeit der Wandstärke direkt auf die strukturelle Steifigkeit und das Crashverhalten auswirkt. Werkzeugkonstrukteure begegnen diesem Problem mit mehreren koordinierten Strategien: Optimierung des Stempelnasenradius, um die Spannung gleichmäßiger zu verteilen, Implementierung variabler Niederhalterkraftprofile (BHF), die den Druck mit zunehmender Ziehtiefe schrittweise erhöhen, und Anwendung mehrstufiger Ziehsequenzen für besonders tiefe Geometrien, anstatt den Versuch einer Umformung in einem Arbeitsgang zu unternehmen.
Der Wandel hin zur Leichtbauweise hat auch die Einführung modularer Werkzeugstrukturen in Elektrofahrzeugprogrammen vorangetrieben. Anstatt einen monolithischen Matrizenblock zu bearbeiten, verwenden modulare Konstruktionen austauschbare Einsätze für stark beanspruchte Zonen wie Matrizeneintrittsradien und Stempelecken. Dieser Ansatz reduziert die Werkzeugkosten pro Fahrzeugprogramm in Szenarios mit hohem Volumen um 20–35 %, da verschlissene Einsätze ausgetauscht werden können, ohne dass der gesamte Werkzeugsatz verschrottet werden muss. Modulare Werkzeuge ermöglichen auch eine schnellere Anpassung, wenn Design-Iterationen während des EV-Entwicklungszyklus stattfinden, der tendenziell schneller verläuft als herkömmliche Automobilprogramme.
Kraftkontrolle des Rohlingshalters: Gleichzeitige Vermeidung von Faltenbildung und Rissbildung
Die Kraft des Blechhalters ist die einflussreichste Prozessvariable beim Tiefziehen, und ihre korrekte Kalibrierung unterscheidet einen stabilen Produktionsprozess von einem ausschussanfälligen Prozess. Zu wenig BHF führt dazu, dass sich der Flansch unter Druckbeanspruchung in Umfangsrichtung verbiegt und Falten entstehen, die bei nachfolgenden Operationen nicht geglättet werden können. Zu viel BHF verhindert, dass Metall in den Hohlraum der Matrize fließt, was zu Zugbrüchen in der Wand führt – typischerweise am Stempelradius, wo das Material am dünnsten ist.
For Aluminiumlegierung Bei Blechen ist das akzeptable BHF-Fenster schmaler als bei kohlenstoffarmem Stahl, da Aluminium einen niedrigeren Kaltverfestigungsexponenten aufweist und empfindlicher auf lokale Ausdünnung reagiert. Modernes Automobil Tiefziehwerkzeuge Beheben Sie dieses Problem mit hydraulischen oder servogesteuerten Blechhaltern, die den Druck in Echtzeit dynamisch anpassen können, basierend auf dem Feedback von Kraftmessdosen, die in die Gesenkstruktur eingebettet sind. Diese Regelung mit geschlossenem Regelkreis ist besonders wertvoll beim Ziehen von Magnesium-Aluminium-Legierungskomponenten bei erhöhten Temperaturen, bei denen sich die Materialflussspannung kontinuierlich ändert, wenn der Rohling während des Hubs abkühlt.
Bei der Einstellung der Blechhalterparameter für einen neuen Tiefziehvorgang müssen folgende Faktoren berücksichtigt werden:
- Streckgrenze und Dehnung des Materials: Legierungen mit höherer Festigkeit erfordern einen höheren BHF, um Faltenbildung zu verhindern, sind aber gleichzeitig anfälliger für Risse und erfordern eine engere Kontrollbandbreite.
- Rohlingsgeometrie und Ziehtiefe: Unrunde Rohlinge – häufig in Türverkleidungs- und Batteriegehäuseanwendungen – entwickeln ungleichmäßige Flanschspannungsverteilungen und erfordern segmentierte oder variable Geometrie-Rohlinghalter.
- Schmierfilmdicke: Dickere Schmiermittelfilme verringern die Reibung und senken den BHF, der zur Verhinderung von Abrieb erforderlich ist. Eine übermäßige Schmierung kann jedoch zu Aquaplaning-Effekten führen, die den Metallfluss destabilisieren.
- Hubgeschwindigkeit der Presse: Höhere Stanzgeschwindigkeiten erhöhen die Umformgeschwindigkeiten, was sich auf die Fließspannung von Aluminium auswirkt und den sicheren BHF-Bereich einschränkt – ein entscheidender Gesichtspunkt bei der Skalierung von Prototypen- zu Massenproduktions-Pressenlinien.
Simulationsgesteuerte Werkzeugentwicklung und intelligente Überwachung in der Massenproduktion
Die Entwicklung moderner Automobilwerkzeuge basiert nicht mehr nur auf der physischen Erprobung. Die auf der Finite-Elemente-Analyse (FEA) basierende Umformsimulation – unter Verwendung von Softwareplattformen wie AutoForm oder Dynaform – ermöglicht es Werkzeugbauern, die Umformbedingungen virtuell zu testen, bevor ein einzelnes Stück Werkzeugstahl geschnitten wird. Durch die Simulation werden die Ausdünnungsverteilung, Faltenrisikozonen, das Ausmaß der Rückfederung und die Anforderungen an die Umformkraft genau vorhergesagt, sodass Konstrukteure die Stempelgeometrie, Matrizeneintrittsradien und BHF-Profile rechnerisch optimieren können. Für Aluminiumlegierung Bei Bauteilen mit komplexer Krümmung kann die Simulation die Anzahl der physischen Testdurchläufe um 40–60 % reduzieren und so die Zeitspanne für die Chip-Entwicklung erheblich verkürzen.
Sobald Werkzeuge in die Massenproduktion gehen, sorgen intelligente Überwachungssysteme für die Prozessstabilität über Tausende von Hüben pro Schicht. Akustische Emissionssensoren erkennen beginnende Abnutzungserscheinungen oder Oberflächenriefen, bevor sie sichtbar werden. Dehnungsmessstreifen in der Gesenkstruktur verfolgen die Umformkraft in Echtzeit und kennzeichnen Abweichungen, die auf Schwankungen des Rohlingsmaterials oder einen Ausfall des Schmiermittels hinweisen. Bildverarbeitungssysteme führen unmittelbar nach dem Auswerfen eine 100-prozentige optische Prüfung der gezogenen Teile durch, messen kritische Abmessungen anhand der CAD-Sollwerte und markieren automatisch Teile außerhalb der Toleranz zur Entfernung, bevor sie die nachgelagerte Montage erreichen.
Diese Integration von Simulation und Drucküberwachung spiegelt einen umfassenderen Branchenwandel wider: Tiefziehwerkzeuge sind keine passiven Werkzeuge mehr, sondern aktive Komponenten eines datengesteuerten Fertigungssystems. Für Automobil- und Elektrofahrzeughersteller, die sich Null-Fehler-Produktionszielen verschrieben haben, ist die Investition in simulationsvalidierte Werkzeugkonstruktionen und mit Sensoren ausgestattete Produktionswerkzeuge keine Premium-Option – sie ist eine wettbewerbsfähige Grundvoraussetzung, da die Branche ihren Übergang zum Leichtbau durch fortschrittliche Technologien beschleunigt Aluminiumlegierung Materialien.

Vorheriger Beitrag
Autositz-Stanzteile: Leitfaden zur Qualität und Passform
Nächster Beitrag
Metallstanzteile: Typen und Anwendungen
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
