- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Hochharter legierter Stahl in Stanzformen
2026-06-22
Im anspruchsvollen Bereich des Präzisionsstanzens von Metall werden die Langlebigkeit und Genauigkeit eines Folgeverbundwerkzeugs im Wesentlichen durch das für seine Konstruktion verwendete Grundmaterial bestimmt. Hochharter legierter Stahl ist zum Industriestandard für die Herstellung kritischer Stanzkomponenten geworden, insbesondere bei der Produktion von Automobilteilen, elektronischen Steckverbindern und komplexen Strukturteilen in großen Stückzahlen. Im Gegensatz zu herkömmlichen Werkzeugstählen ist diese fortschrittliche Materialkategorie so konstruiert, dass sie extremer mechanischer Beanspruchung, wiederholten Stößen und starker abrasiver Abnutzung standhält. Für Hersteller, die kontinuierliche Stanzverfahren einsetzen, ist die Auswahl des geeigneten legierten Stahls mit hoher Härte nicht nur eine Materialwahl; Es handelt sich um eine strategische Entscheidung, die sich direkt auf die Produktionseffizienz, die Teilequalität und die gesamten Werkzeugkosten auswirkt. In diesem Artikel werden die praktischen Aspekte, Überlegungen zur Bearbeitung und die betrieblichen Vorteile des Einsatzes dieser fortschrittlichen Stähle im Folgeverbundwerkzeugbau untersucht.
Inhalt
Materialzusammensetzung und mechanische Eigenschaften
Das bestimmende Merkmal von hochharter legierter Stahl ist seine Fähigkeit, nach der Wärmebehandlung eine Rockwell-Härte von typischerweise mehr als 58 HRC zu erreichen und aufrechtzuerhalten, ohne übermäßig spröde zu werden. Diese außergewöhnliche Leistung wird durch die präzise Zugabe spezifischer Legierungselemente erreicht. Chrom wird in erster Linie hinzugefügt, um die Härtbarkeit und Verschleißfestigkeit zu verbessern, während Molybdän und Vanadium die Kornstruktur verfeinern und so die Rissausbreitung bei hoher Belastung verhindern. Wolfram und Kobalt werden häufig in Kaltarbeitsstählen verwendet, um die Rothärte zu verbessern und die Kantenschärfe bei erhöhten Temperaturen, die beim Hochgeschwindigkeitsstanzen entstehen, aufrechtzuerhalten.
Härte und Zähigkeit in Einklang bringen
Ein weit verbreitetes Missverständnis im Werkzeugbau ist, dass eine höhere Härte immer mit einer besseren Leistung einhergeht. In der Realität führt extreme Härte ohne ausreichende Zähigkeit bei Arbeiten mit hoher Tonnage zu katastrophalen Absplitterungen oder Rissen an den Stempelspitzen. Die moderne Metallurgie hat dieses Problem durch den Einsatz fortschrittlicher Pulvermetallurgietechniken gelöst. Diese Prozesse erzeugen eine äußerst gleichmäßige Verteilung der Karbide innerhalb der Stahlmatrix, wodurch das Material eine harte, verschleißfeste Oberfläche besitzt und gleichzeitig einen härteren, stoßdämpfenden Kern behält. Dieses mikrostrukturelle Gleichgewicht macht hochharten legierten Stahl unverzichtbar für komplexe, mehrstufige Folgeverbundwerkzeuge, bei denen sowohl Präzision als auch Haltbarkeit erforderlich sind.
Praktische Anwendungen in progressiven Stanzwerkzeugen
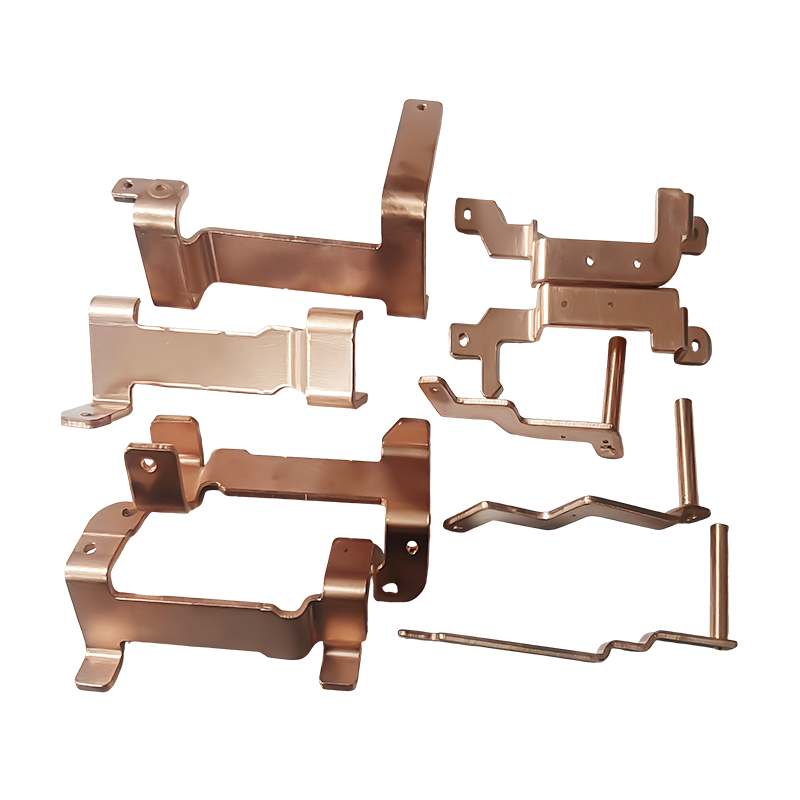
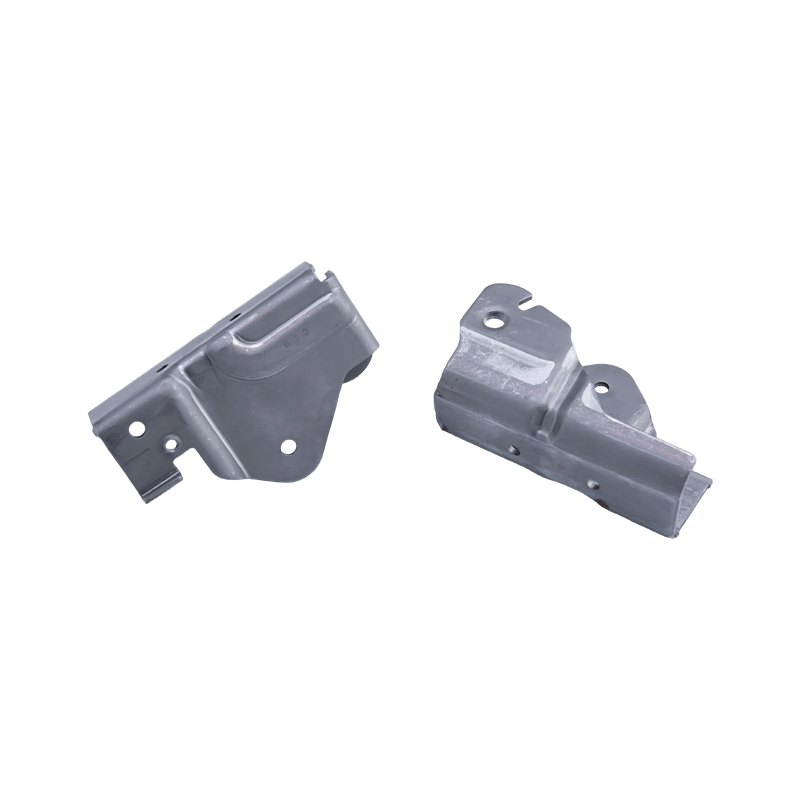
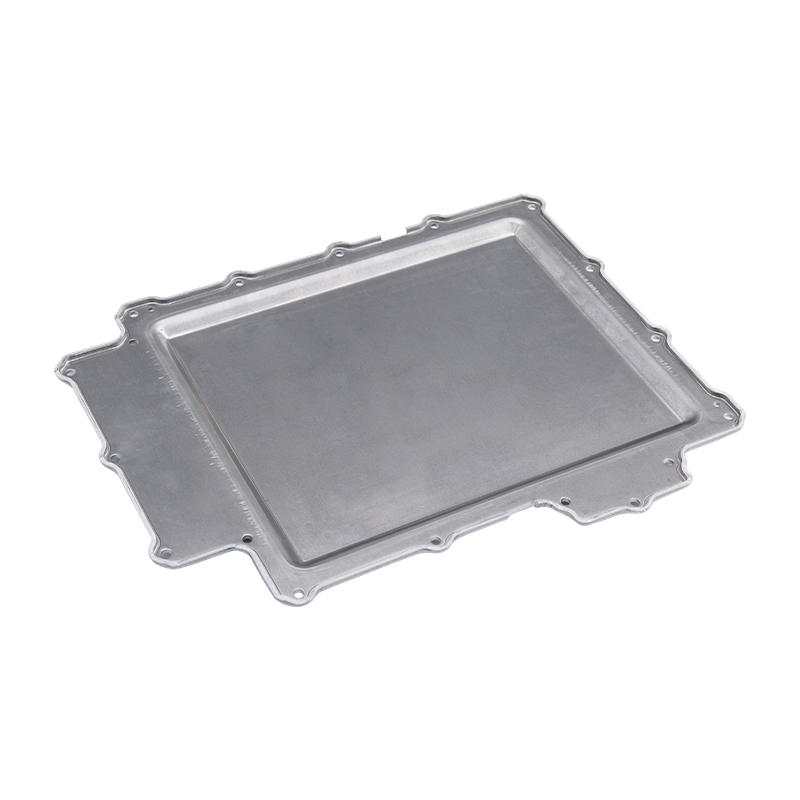
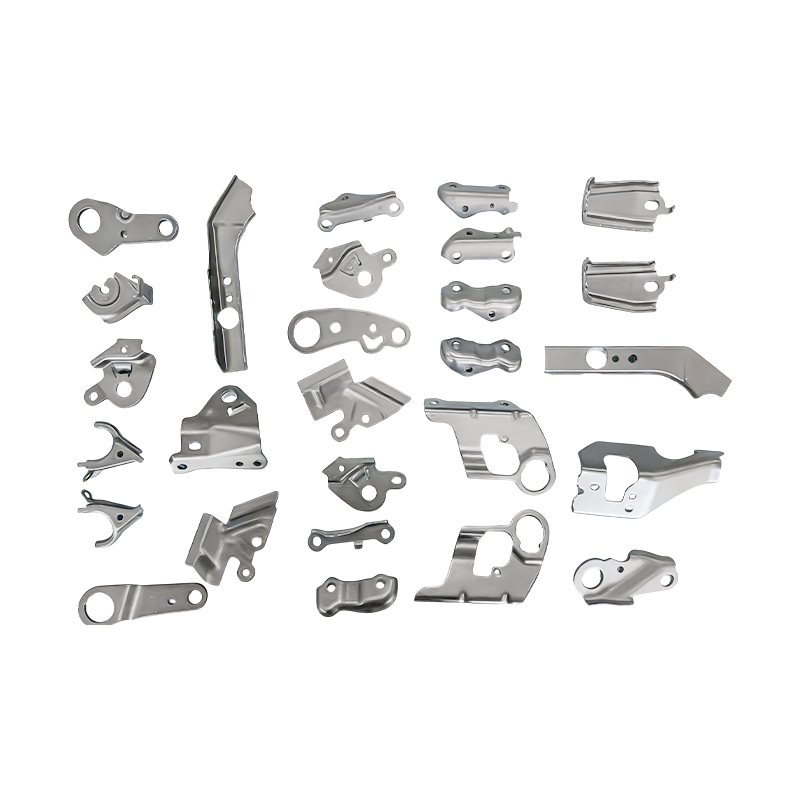
Die einzigartigen Eigenschaften dieser Stähle machen sie für spezifische, anspruchsvolle Anwendungen in der Stanzindustrie geeignet. Bei der Entwicklung von Folgeverbundwerkzeugen für Motorgehäuse oder Batteriegehäuse von Elektrofahrzeugen umfasst das zu stanzende Material häufig hochfeste, niedriglegierte Stähle oder Aluminiumlegierungen. Diese Materialien üben enorme Reibungskräfte auf die Matrizenkomponenten aus und erfordern ein Werkzeugmaterial, das über Millionen von Zyklen Abrieb und abrasivem Verschleiß standhält.
Kritische Werkzeugkomponenten
In einem typischen Folgeverbundgesenk ist hochharter legierter Stahl speziell für die empfindlichsten und kritischsten Arbeitsteile reserviert. Dazu gehören Schnittstempel, Lochstifte, Formmatrizen und Prägestationen. Durch die Verwendung dieses Materials für die Arbeitskomponenten und Standard-Werkzeugstahl für die Strukturplatten können Hersteller das Kosten-Leistungs-Verhältnis der Form optimieren. Die Arbeitsteile behalten ihre engen Toleranzen über Millionen von Zyklen bei und stellen so sicher, dass die gestanzten Motorgehäuse eine gleichmäßige Wandstärke und präzise Passflächen aufweisen, die für die Montage des Antriebsstrangs im Automobil von entscheidender Bedeutung sind.
Bearbeitungs- und Wärmebehandlungsprotokolle
Die Arbeit mit hochhartem legiertem Stahl erfordert spezielle Fertigungsprotokolle. Da sich das Material im vollständig ausgehärteten Zustand nur äußerst schwer bearbeiten lässt, muss der Fertigungsablauf sorgfältig geplant werden. Als allgemeine Regel gilt, dass der Großteil des Materialabtrags, wie z. B. CNC-Fräsen und Schruppdrehen, durchgeführt wird, während sich der Stahl im geglühten oder weichen Zustand befindet. Dies reduziert den Werkzeugverschleiß und ermöglicht einen schnelleren Materialabtrag während der ersten Formungsphasen.
Präzise Endbearbeitungstechniken
Nach der anfänglichen Grobbearbeitung und dem Spannungsabbau wird der Stahl einer präzisen Wärmebehandlung unterzogen, die typischerweise eine Vakuumabschreckung umfasst, um eine Entkohlung der Oberfläche zu verhindern und Maßverzerrungen zu minimieren. Nach der Wärmebehandlung erreicht der Stahl seine Zielhärte. Zu diesem Zeitpunkt können herkömmliche Schneidwerkzeuge nicht verwendet werden. Die Endbearbeitung mit den letzten Toleranzen im Mikrometerbereich wird durch Koordinatenschleifen, Koordinatenschleifen und langsame Drahterodierbearbeitung erreicht. Drahterodieren ist besonders wichtig für die Erstellung komplexer Innengeometrien und scharfer Ecken in progressiven Matrizeneinsätzen, ohne mechanische Belastungen hervorzurufen.
| Herstellungsphase | Hauptziel | Häufig verwendete Ausrüstung |
| Grobbearbeitung | Schüttgut im weichen Zustand entfernen | CNC-Fräszentren, Drehmaschinen |
| Wärmebehandlung | Erreichen Sie die gewünschte Härte und Mikrostruktur | Vakuumöfen, Kryotanks |
| Präzise Endbearbeitung | Erreichen Sie endgültige Toleranzen im Mikrometerbereich | Drahterodieren, Koordinatenschleifmaschinen |
Verbesserung der Lebensdauer und Produktionseffizienz von Formen
Die Integration von legiertem Stahl mit hoher Härte in Folgeverbundwerkzeuge führt zu messbaren Verbesserungen der Gesamtproduktionseffizienz. Der unmittelbarste Vorteil ist die drastische Verlängerung der Wartungsintervalle. In hochvolumigen Stanzumgebungen müssen Standardstähle möglicherweise alle paar hunderttausend Schläge poliert oder ausgetauscht werden. Im Gegensatz dazu können Komponenten aus hochhartem legiertem Stahl Millionen von Zyklen überstehen, bevor sie Anzeichen von erheblichem Verschleiß zeigen, der sich direkt auf das Endergebnis auswirkt.
Betriebsvorteile
- Reduzierte Ausfallzeiten: Für die Werkzeugwartung sind weniger Pressenstopps erforderlich, wodurch die Maschinenauslastung und die Gesamtanlageneffektivität bei kontinuierlichen Produktionsläufen maximiert werden.
- Gleichbleibende Teilequalität: Die überlegene Verschleißfestigkeit stellt sicher, dass die Maßtoleranzen vom ersten gestanzten Teil bis zum millionsten Teil stabil bleiben, wodurch die Ausschussquote gesenkt wird.
- Niedrigere Kosten pro Teil: Obwohl die anfänglichen Material- und Bearbeitungskosten höher sind, reduziert die längere Lebensdauer die amortisierten Werkzeugkosten pro Produktionslauf erheblich.
- Verbesserte Oberflächengüte: Die stabilen Schneidkanten verhindern die Bildung von Graten an den Stanzteilen und reduzieren oder eliminieren die Notwendigkeit sekundärer Entgratungsvorgänge.
Auswahlkriterien für bestimmte Stanzvorgänge
Die Auswahl der genauen Sorte hochharten legierten Stahls erfordert eine gründliche Analyse des Stanzvorgangs. Ingenieure müssen die Art des zu stanzenden Materials, die Dicke des Bandes, die Komplexität der Teilegeometrie und das erwartete Produktionsvolumen bewerten. Beim Stanzen von dickem, abrasivem Edelstahl wird beispielsweise ein Werkzeugstahl mit hohem Kohlenstoff- und Chromgehalt und hohem Vanadiumgehalt aufgrund seiner extremen Verschleißfestigkeit bevorzugt. Umgekehrt wird beim Formen komplizierter, zerbrechlicher Elemente in dünnen elektronischen Steckverbindern ein Material mit etwas geringerer Härte, aber höherer Schlagzähigkeit ausgewählt, um zu verhindern, dass empfindliche Stempelspitzen unter seitlichen Belastungen abbrechen.
Oberflächenbeschichtungen und -behandlungen
Um die Leistungsgrenzen noch weiter zu verschieben, werden hochharte legierte Stahlkomponenten häufig fortschrittlichen Oberflächenbehandlungen unterzogen. Auf den fertigen Stahl können physikalische Gasphasenabscheidungsbeschichtungen wie Titannitrid oder Chromnitrid aufgetragen werden. Diese Beschichtungen reduzieren den Reibungskoeffizienten, verhindern Abrieb beim Stanzen von Aluminium und sorgen für eine zusätzliche Schicht Oberflächenhärte, wodurch die Lebensdauer der Matrizenkomponenten in den aggressivsten Stanzumgebungen effektiv vervielfacht wird.
Zusammenfassend lässt sich sagen, dass der Einsatz hochharter legierter Stähle bei der Folgefertigung ein entscheidender Faktor für die Erzielung einer hochvolumigen Präzisionsproduktion ist. Durch das Verständnis der Materialeigenschaften, die Einhaltung strenger Bearbeitungsprotokolle und die Auswahl der geeigneten Qualitäten für bestimmte Anwendungen können Hersteller Formen herstellen, die eine außergewöhnliche Langlebigkeit und Teilekonsistenz bieten. Da die Industrie weiterhin engere Toleranzen und höhere Produktionsgeschwindigkeiten verlangt, wird sich die Abhängigkeit von diesen fortschrittlichen legierten Stählen nur noch verstärken und ihre Rolle als Grundlage des modernen Präzisionsstanzens festigen.

Vorheriger Beitrag
Wie wählt man hochwertige Folgeverbundformen aus?
Nächster Beitrag
Stanzteile für Batterieabdeckungen für Batteriegehäuse von Elektrofahrzeugen und Energiespeichern
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
