- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Stanzteile für Batterieabdeckungen für Batteriegehäuse von Elektrofahrzeugen und Energiespeichern
Stanzteile für Batterieabdeckungen für Batteriegehäuse von Elektrofahrzeugen und Energiespeichern
2026-06-16
Ein Akkupack, der im Feld ausfällt, versagt selten aufgrund der Zellen. In den meisten Fällen liegt die Ursache in einer nicht dichtenden Abdeckung, einem nicht ausgerichteten Flansch oder einem durch Vibrationen gerissenen Montageansatz. Stanzteile für Batterieabdeckungen sind die erste strukturelle und ökologische Schutzmaßnahme für jedes Elektrofahrzeug-, Industrie- und Energiespeicherbatteriesystem – und die Toleranzstandards, die sie erfüllen müssen, haben sich mit steigenden Packspannungen und Energiedichten deutlich verschärft.
In diesem Artikel werden die Materialien, Prozesse, Maßanforderungen und Anpassungsoptionen behandelt, die ein produktionsreifes Stanzteil für eine Batterieabdeckung ausmachen – und was bei der Qualifizierung eines Lieferanten überprüft werden muss.

Inhalt
- 1 Was Stanzteile für Batterieabdeckungen tatsächlich bewirken
- 2 Materialauswahl: Kaltgewalzter Stahl, Aluminiumlegierung oder Edelstahl
- 3 Tiefzieh- und fortschrittliche Stanzverfahren
- 4 Dichtungsleistung: IP67- und IP68-Anforderungen
- 5 Unser Battery Cover Stamping Parts: Specification Overview
- 6 Anpassung: Vorsprünge, Nuten, Flansche und funktionale Schnittstellen
- 7 Massenproduktionsfähigkeit und Qualitätssicherung
- 8 Qualifizierung eines Lieferanten zum Stempeln von Batterieabdeckungen: Was zu überprüfen ist
Was Stanzteile für Batterieabdeckungen tatsächlich bewirken
Der Deckel eines Batteriegehäuses hat drei gleichzeitige Aufgaben. Strukturell muss es seine Geometrie unter den mechanischen Belastungen der Fahrzeugmontage, Straßenvibrationen und Temperaturwechseln beibehalten, ohne sich zu verformen oder Spannungen auf die darunter liegenden Zellen zu übertragen. Unter Umweltaspekten muss die Dichtigkeit gemäß IP67 oder IP68 erreicht und aufrechterhalten werden – das bedeutet, dass bei längerem Eintauchen kein Staub eindringt und kein Wasser eindringt. Funktionell muss es präzise mit dem Batteriegehäuse, dem Hochspannungsanschluss und allen im Packdesign integrierten Kühlkanälen harmonieren.
Die Erfüllung aller drei Anforderungen in einem einzigen gestanzten Bauteil – und nicht in einer maschinell bearbeiteten oder gegossenen Alternative – macht das Tiefziehstanzen zum bevorzugten Verfahren für die Massenproduktion von Batterien. Stempeln liefert einheitliche Abmessungen und enge Toleranzen (±0,01 mm – ±0,05 mm) bei Produktionsraten, mit denen Guss und Bearbeitung nicht mithalten können, und gleichzeitig die Kosten pro Teil niedrig genug zu halten, damit OEM-Lieferketten in großem Maßstab arbeiten können.
Materialauswahl: Kaltgewalzter Stahl, Aluminiumlegierung oder Edelstahl
Die Wahl des Substratmaterials legt die Obergrenze für alle Leistungsmetriken fest, die die Abdeckung erreichen kann – Korrosionsbeständigkeit, Gewicht, Formbarkeit, Schweißbarkeit und Kosten. Drei Materialfamilien dominieren die Anwendungen für Batterieabdeckungen.
Kaltgewalzter Stahl bietet hohe Zugfestigkeit und hervorragende Formbarkeit bei niedrigen Rohstoffkosten. Es ist die Standardwahl für industrielle Batteriegehäuse und Energiespeichersysteme, bei denen das Gewicht eine untergeordnete Rolle spielt und die strukturelle Steifigkeit die Hauptanforderung ist. Oberflächenbehandlungen nach dem Stempeln – Verzinkung, E-Beschichtung oder Pulverbeschichtung – werden typischerweise angewendet, um die Korrosionsbeständigkeitsziele zu erreichen.
Aluminiumlegierungen, insbesondere die Sorten 3003 und 5052, sind das vorherrschende Material in Batterieabdeckungen für Elektrofahrzeuge, bei denen das Packgewicht einen direkten Einfluss auf die Reichweite des Fahrzeugs hat. Alloy 3003 bietet eine gute Formbarkeit und mäßige Festigkeit und eignet sich daher gut für Abdeckungsgeometrien mit flachem Tiefzug. Legierung 5052 bietet höhere Festigkeit und überlegene Korrosionsbeständigkeit, was für Abdeckungen bevorzugt wird, die Kondenswasser, Kühlmittel oder Straßenspritzern ausgesetzt sind. Beide Qualitäten lassen sich sauber tiefziehen und können für zusätzlichen Schutz eloxiert oder konvertiert werden.
Edelstahl ist für Anwendungen spezifiziert, die eine inhärente Korrosionsbeständigkeit ohne zusätzliche Oberflächenbehandlung erfordern – stationäre Energiespeichersysteme in feuchten Umgebungen, Schiffsbatteriesätze oder alle Anwendungen, bei denen die Beschichtungshaftung über die gesamte Produktlebensdauer nicht gewährleistet werden kann. Seine höhere Kaltverfestigungsrate erfordert sorgfältig konstruierte Werkzeuge, um eine Rückfederung zu verhindern und die Dimensionsstabilität nach dem Formen aufrechtzuerhalten.
Tiefzieh- und fortschrittliche Stanzverfahren
Die meisten Batterieabdeckungen sind keine einfachen flachen Zuschnitte. Sie verfügen über vertiefte Dichtungskanäle, erhöhte Flansche, integrierte Vorsprünge und komplexe Konturen, die mehrstufige Folge- oder Transferprägesequenzen erfordern. Tiefziehen – das Ziehen eines flachen Metallblechs mithilfe eines Stempels und einer Matrize in eine dreidimensionale Form – ist der Kernvorgang, aber das fertige Bauteil durchläuft typischerweise zusätzliche Stationen zum Beschneiden, Lochen, Prägen und Bördeln, bevor es die Presse verlässt.
Die Prozesskontrolle an jeder Station bestimmt, ob das fertige Teil die Toleranzen einhält. Der Druck des Rohlingshalters steuert den Materialfluss und verhindert Faltenbildung. Bei unzureichendem Druck kann sich der Flansch verbiegen, bei übermäßigem Druck reißt der Flansch am Zugradius. Das Schmierungsmanagement beeinflusst den Oberflächenzustand – eine glatte Oberflächenbeschaffenheit von Ra ≤ 0,8μm ist auf Aluminium- und Stahlsubstraten erreichbar, wenn Werkzeuggeometrie und Schmierfilmdicke richtig aufeinander abgestimmt sind.
Eine absolute Grattoleranz ist für Batterieabdeckungen eine nicht verhandelbare Anforderung. Ein Grat an einer Dichtungsnut unterbricht die Kontaktfläche der Dichtung und schafft einen Leckpfad; Ein Grat an einer Innenkante kann in den Zellstapel wandern. Um in der Massenproduktion dauerhaft gratfreie Kanten zu erzielen, müssen die Werkzeuge auf enge Abstände eingestellt werden – typischerweise 5–8 % der Materialstärke bei Stahl, etwas größer bei Aluminium – und regelmäßige Werkzeuginspektionsintervalle, die auf das Produktionsvolumen abgestimmt sind.
Dichtungsleistung: IP67- und IP68-Anforderungen
IP67 erfordert, dass das Gehäuse dreißig Minuten lang einem Eintauchen in bis zu einem Meter tiefes Wasser standhält, ohne dass etwas eindringt. IP68 erweitert dies auf kontinuierliches Eintauchen in eine zwischen Hersteller und Endbenutzer vereinbarte Tiefe – üblicherweise 1,5 m für 30 Minuten bei Automobilanwendungen, obwohl OEMs von Elektrofahrzeugen häufig anspruchsvollere Bedingungen festlegen.
Das Erreichen dieser Werte mit einem gestanzten Deckel hängt von drei Faktoren ab: der Ebenheit des Dichtungsflansches, der Oberflächenbeschaffenheit der Nut oder Sicke, die die Dichtung berührt, und der Maßhaltigkeit des Schraubenlochmusters, das die Dichtung zusammendrückt. Schon eine Flanschebenheitsabweichung von 0,1 mm über eine lange Dichtungsstrecke reicht aus, um einen Spalt zu schaffen, in den unter Druck Wasser eindringen kann. Aus diesem Grund sind die Maßtoleranzen bei Dichtungsmerkmalen enger als bei Strukturmerkmalen – typischerweise ±0,01 mm bei der Nuttiefe und der Dichtungswulstbreite.
Unser Präzise Stanzteile für Automobil- und Elektrofahrzeugbatterien werden mit einer Dichtungsnutgeometrie hergestellt, die anhand der Spezifikationen des Dichtungslieferanten validiert wird, bevor die Produktionswerkzeuge fertiggestellt werden, wodurch die Druckverformungsrest- und Leckpfadrisiken beseitigt werden, die durch Nichtübereinstimmungen zwischen Nennmaß-Konstruktion und Nennmaß-Werkzeug entstehen.
Unser Battery Cover Stamping Parts: Specification Overview
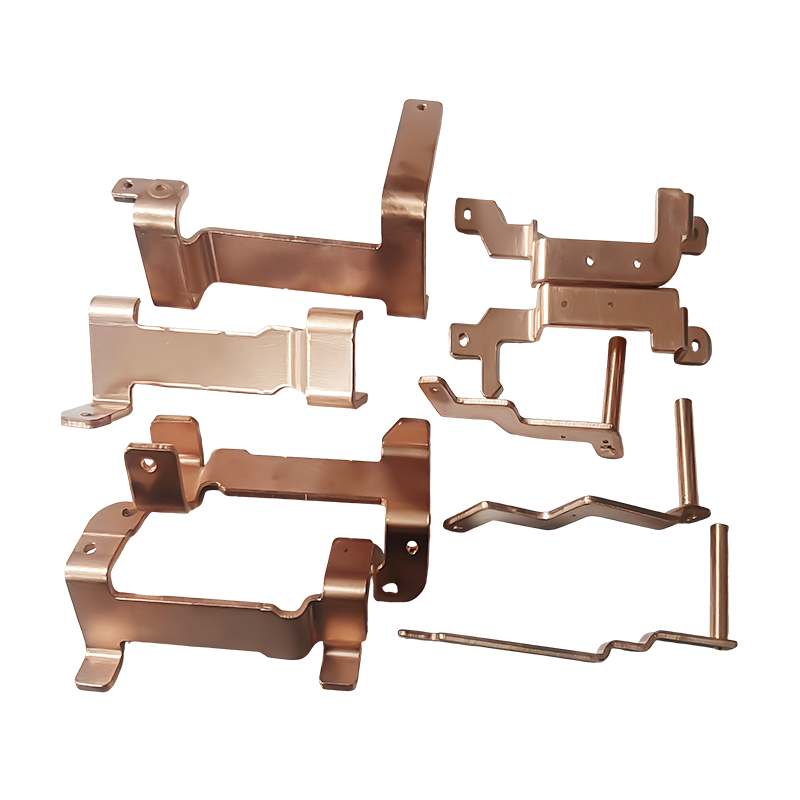
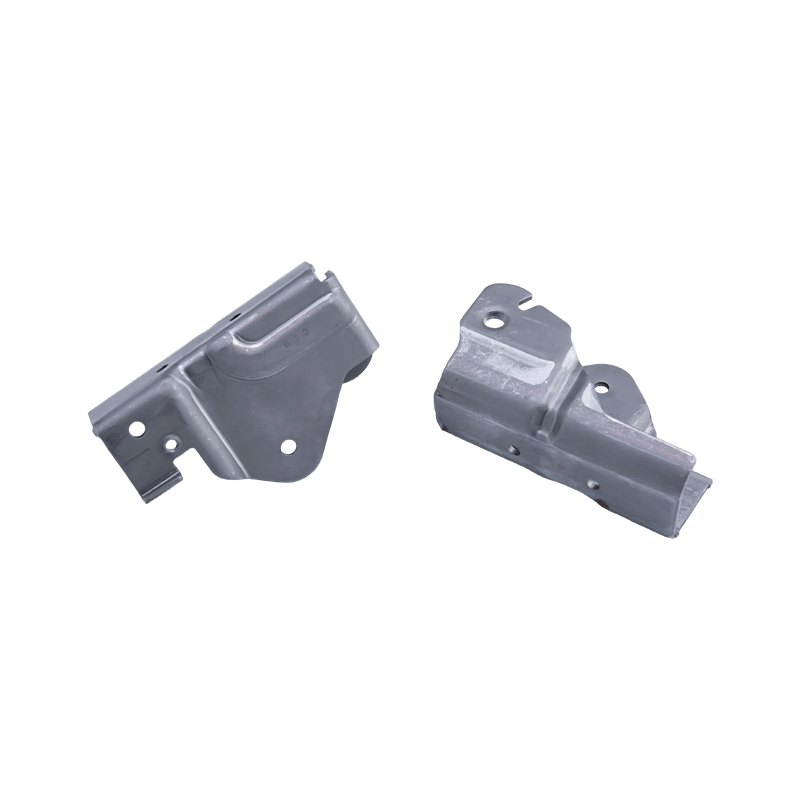
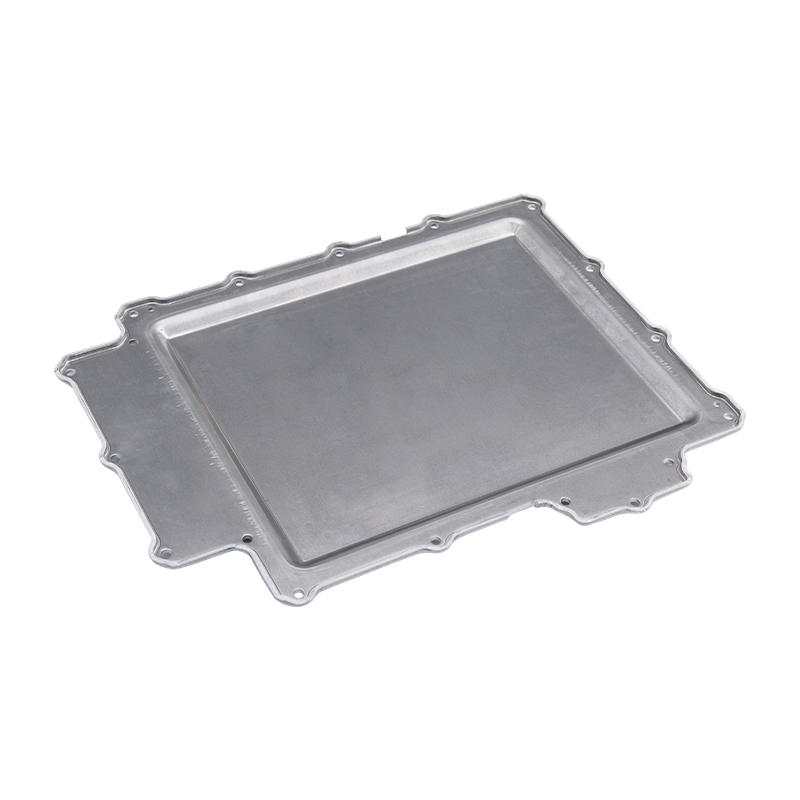
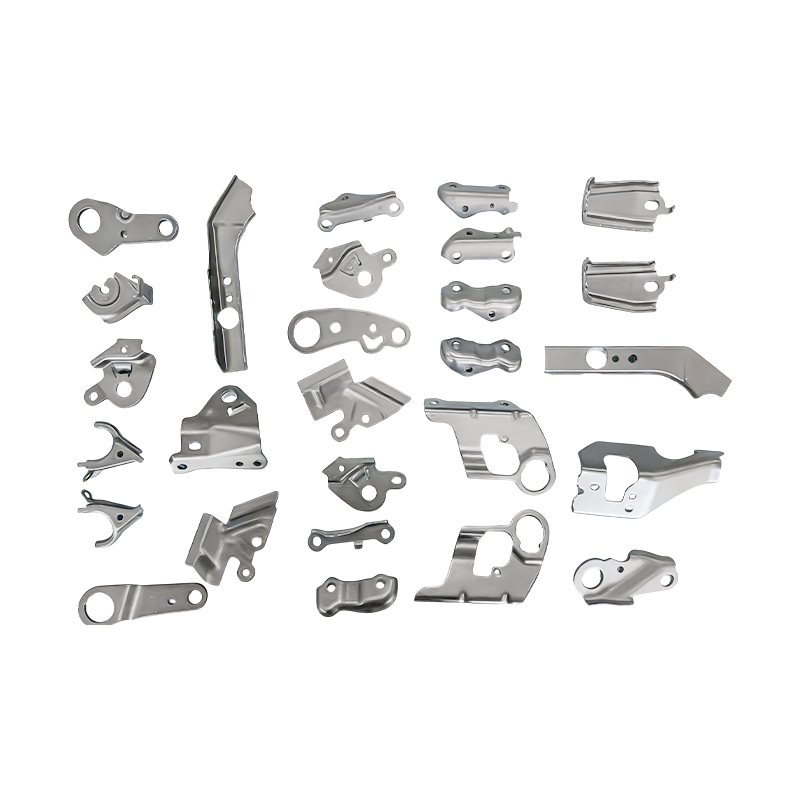
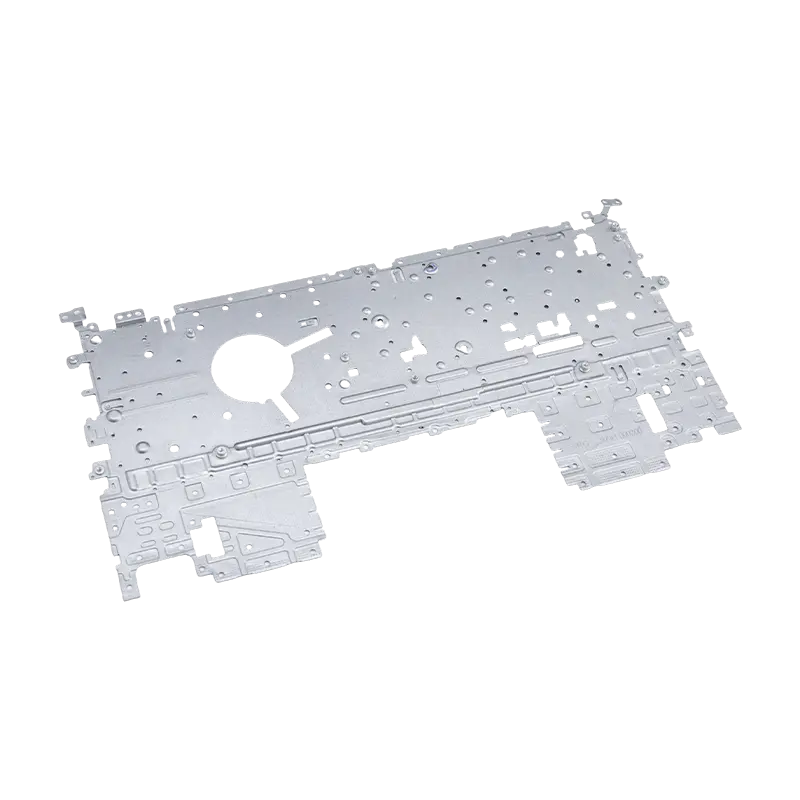
Unser battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Die Teile verfügen über eine glatte Oberflächenbeschaffenheit (Ra ≤ 0,8 μm), ohne Grattoleranz und ohne Verformung, wodurch die Batteriekerne effektiv vor Staub, Feuchtigkeit und äußeren Einflüssen geschützt werden und gleichzeitig die Dichtheit IP67/IP68 erreicht wird. Sie unterstützen die nahtlose Integration in Batteriegehäuse und können mit integrierten Montagevorsprüngen, Dichtungsnuten, Löchern, Flanschen oder Biegestrukturen je nach spezifischen Installationsanforderungen angepasst werden, einschließlich Vorkehrungen für Hochspannungsanschlüsse und Kühlschnittstellen.
Mit ausgezeichneter struktureller Stabilität und Korrosionsbeständigkeit verbessern diese Stanzteile für Elektrofahrzeugbatterien die Gesamtsicherheit und Haltbarkeit von Batteriesystemen. Sie eignen sich für Massenproduktion (500.000 – 10 Mio. Teile/Jahr) , um Kosteneffizienz und zuverlässige Versorgung für Batterie-OEMs und -Hersteller sicherzustellen, unterstützt durch die Qualitätszertifizierung IATF 16949.
Anpassung: Vorsprünge, Nuten, Flansche und funktionale Schnittstellen
Keine zwei Akkupack-Designs haben eine identische Abdeckungsgeometrie. EV-Plattformen unterscheiden sich im Zellformat (zylindrisch, prismatisch, beutelförmig), in der Modulanordnung, in der Wärmemanagementarchitektur und in der Positionierung der Steckverbinder – und jede Variation überträgt sich als andere Kombination von Merkmalen auf das Abdeckungsdesign.
Die häufigsten Anpassungsanforderungen lassen sich in fünf Kategorien einteilen. Montagevorsprünge — Erhöhte Pads mit Gewinde- oder Durchgangslöchern — Positionieren Sie die Abdeckung am Batteriegehäuse und verteilen Sie die Klemmkraft von der Dichtungsschnittstelle weg. Dichtungsnuten müssen in Breite, Tiefe und Radius auf die Dichtungs- oder O-Ring-Spezifikation abgestimmt sein, wobei die Toleranzen eng genug sein müssen, um das angegebene Kompressionsverhältnis über den gesamten Produktionsbereich hinweg zu gewährleisten. Ausschnitte und Löcher für Anschlüsse, Entlüftungsöffnungen und Sensoren müssen relativ zum Dichtungsumfang mit der gleichen Genauigkeit positioniert werden wie die Passmerkmale der Abdeckung am Gehäuse. Flansche und Biegekonstruktionen Erhöhen Sie die Steifigkeit, erstellen Sie Positionierungsmerkmale für Baugruppen oder bilden Sie Befestigungspunkte für benachbarte Module. Kühlschnittstellen — Aussparungen oder Durchgangsöffnungen, die den Deckel mit einem Flüssigkeitskühlkreislauf verbinden — erfordern eine besonders genaue Maßkontrolle, um eine leckagefreie Verbindung mit Kühlverteilern sicherzustellen.
Alle diese Eigenschaften sind im Tiefzieh- und Folgestanzverfahren realisierbar. Die entscheidende Voraussetzung besteht darin, dass die Werkzeuge von Anfang an unter Berücksichtigung von Produktionstoleranzen und nicht von Nennmaßen entworfen werden – denn ein Merkmal, das in einem 3D-Modell geometrisch korrekt ist, aber auf den Nennwert ohne Prozessfähigkeitsspielraum bearbeitet wird, wird in dem Moment, in dem sich die Prozessbedingungen ändern, Ausschuss produzieren.
Unser Möglichkeiten zur Konstruktion von Tiefziehwerkzeugen für Automobile und Elektrofahrzeuge Stellen Sie sicher, dass jedes kundenspezifische Merkmal vom ersten Matrizenversuch an auf Produktionsstabilität ausgelegt ist, wodurch die Iterationszyklen zwischen der Prototypengenehmigung und dem Start der Massenproduktion verkürzt werden.
Massenproduktionsfähigkeit und Qualitätssicherung
Batterie-OEMs und Tier-1-Zulieferer benötigen mehr als ein Teil, das eine Stichprobenprüfung besteht. Sie brauchen eine lieferfähige Lieferkette 500.000 bis 10 Millionen oder mehr Teile pro Jahr mit gleichbleibender Qualität, vorhersehbaren Durchlaufzeiten und einem Qualitätsmanagementsystem, das die Daten generiert, die zur Unterstützung von Kundenaudits und behördlichen Einreichungen erforderlich sind.
Die IATF 16949-Zertifizierung ist der grundlegende Qualitätsstandard für Automobillieferketten. Es schreibt vor, dass statistische Prozesskontrolle, Messsystemanalyse und Produktionsteilfreigabeprozesse vorhanden und dokumentiert sind – nicht nur beim Lieferantenstart, sondern kontinuierlich während des gesamten Produktionslaufs. Speziell für das Stanzen von Batterieabdeckungen bedeutet dies, dass kritische Abmessungen der Dichtungsmerkmale, der Flanschebenheit und der Lochposition anhand eines definierten Stichprobenplans für jede Produktionscharge gemessen werden, wobei die Ergebnisse als Trend ermittelt und anhand der Kontrollgrenzen überprüft werden.
Bei Produktionsvolumina von mehr als einigen Hunderttausend Teilen pro Jahr ist die Automatisierung des Stanzens für die Aufrechterhaltung der Konsistenz unerlässlich. Die Servopressentechnologie ermöglicht die Steuerung von Kraft und Position in jeder Phase des Hubs und gleicht Materialdickenschwankungen und Gesenkverschleiß auf eine Art und Weise aus, wie dies bei mechanischen Pressen mit fester Geschwindigkeit nicht möglich ist. Unser Stanzautomatisierungsausrüstung Integriert Pressensteuerung, In-Die-Sensierung und Teileinspektion, um die Maßhaltigkeit über lange Produktionsläufe hinweg aufrechtzuerhalten, ohne dass der Bediener mehr eingreifen muss.
Als Standarddokumentation für jeden Produktionsauftrag werden eingehende Materialzertifizierungen, Erstmusterprüfberichte, Dimensionsmessberichte und die Überprüfung der Oberflächenbeschaffenheit bereitgestellt. Dadurch erhalten Einkaufs- und Qualitätsteams die Rückverfolgbarkeitsaufzeichnungen, die sie zur Unterstützung ihrer eigenen Kundenverpflichtungen benötigen.
Qualifizierung eines Lieferanten zum Stempeln von Batterieabdeckungen: Was zu überprüfen ist
Der Lieferantenqualifizierungsprozess für Stanzteile für Batterieabdeckungen sollte über eine Musterprüfung hinausgehen. Dies sind die Bereiche, die darüber entscheiden, ob ein Lieferant die Qualität in großen Mengen aufrechterhalten kann und nicht nur akzeptable Muster produziert.
Werkzeugbesitz- und Wartungsprogramm. Bestätigen Sie, wer Eigentümer der Produktionswerkzeuge ist und wie lange die Wartungsintervalle für die Matrizen sind. Ein Lieferant, der die Wartung verzögert, um die Betriebszeit der Druckmaschine zu maximieren, wird irgendwann ohne Vorwarnung Teile produzieren, die außerhalb der Toleranz liegen.
Messmöglichkeit an Dichtungsmerkmalen. Fordern Sie Messgeräte-R&R-Daten zu den Messungen der Dichtungsnut und der Flanschebenheit an. Ein Messsystem mit mehr als 10 % Abweichung vom Toleranzband kann konforme von nicht konformen Teilen nicht zuverlässig unterscheiden.
Materialrückverfolgbarkeit. Aluminium und Stahl in Batteriequalität müssen anhand des Werkszertifikats rückverfolgbar sein. Für IATF-zertifizierte Lieferketten ist dies verpflichtend; Für nicht-automobile Anwendungen ist dies immer noch die einzige Möglichkeit, zu überprüfen, ob das Material der angegebenen Legierung und Härte entspricht.
Übergangsprozess vom Prototyp zur Produktion. Ein Lieferant mit einem dokumentierten APQP-Prozess (Advanced Product Quality Planning) identifiziert potenzielle Prozessfehler, bevor Produktionswerkzeuge gekürzt werden. Dadurch verringert sich das Risiko einer Verzögerung bei der Markteinführung, die durch ein Design-for-Manufacturing-Problem verursacht wird, das in der Zeichnung sichtbar, aber nie eskaliert war.
Für Batterie-OEMs und -Hersteller, die Stanzpartner bewerten, unsere Entwicklung und Qualifizierung von kundenspezifischen Stempeln sind genau auf diese Anforderungen ausgerichtet – von der ersten DFM-Überprüfung über die PPAP-Einreichung bis hin zur stationären Produktion.
Vorheriger Beitrag
Hochharter legierter Stahl in Stanzformen
Nächster Beitrag
Metallstanzteile für Haushaltsgeräte: Materialien, Präzision und kundenspezifische Lösungen
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
