- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Warum erfordern Stanzwerkzeuge für elektronische Geräte engere Toleranzen als Stanzwerkzeuge für Haushaltsgeräte?
Warum erfordern Stanzwerkzeuge für elektronische Geräte engere Toleranzen als Stanzwerkzeuge für Haushaltsgeräte?
2026-02-25
Inhalt
- 1 Die funktionale Lücke, die zu Toleranzunterschieden führt
- 2 Wie die Teileskala den Präzisionsbedarf bei elektronischen Stanzwerkzeugen steigert
- 3 Unterschiede in der Werkzeugkonstruktion, die Toleranzanforderungen widerspiegeln
- 4 Materialüberlegungen, die die Toleranzkette enger machen
- 5 Druckanforderungen und Umgebungskontrollen für elektronische Stanzwerkzeuge
- 6 Verifizierung und Qualitätssicherung: Eine höhere Messlatte für elektronische Stanzwerkzeuge
Die funktionale Lücke, die zu Toleranzunterschieden führt
Die Toleranzanforderungen eines jeden Stanzwerkzeugs leiten sich letztendlich von den Anforderungen ab, die das fertige Teil im Einsatz erfüllen muss. Stanzformen für Haushaltsgeräte stellen Komponenten her – Trommelverkleidungen für Waschmaschinen, Türverkleidungen für Kühlschränke, Chassishalterungen für Klimaanlagen und Gehäuse von Mikrowellenherden –, bei denen die primären Leistungskriterien strukturelle Steifigkeit, Korrosionsbeständigkeit, Oberflächenerscheinung und Passung in eine Baugruppe sind, die von Menschenhand mit mechanischen Befestigungselementen zusammengebaut wird. Die Maßtoleranzen, die diese Teile bestimmen, liegen typischerweise im Bereich von ±0,1 mm bis ±0,3 mm für allgemeine Profilabmessungen und ±0,05 mm für kritische Lochpositionen und Flanschschnittstellen. Dabei handelt es sich um bedeutsame Präzisionsanforderungen, sie spiegeln jedoch die Montagerealität großer Blechgehäuse wider, bei denen einige Zehntelmillimeter Positionsabweichungen durch Durchgangslöcher für Befestigungselemente, Dichtungsraupen oder die inhärente Nachgiebigkeit dünner Blechpaneele absorbiert werden können.
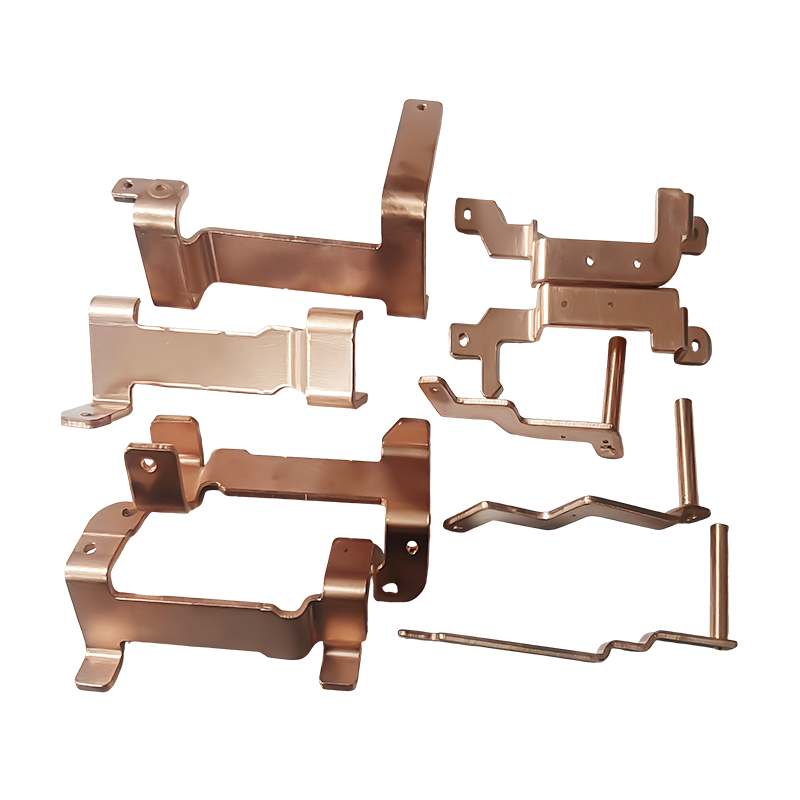
Elektronische Stanzformen Im Gegensatz dazu werden Teile hergestellt, deren Maßhaltigkeit direkt mit der elektrischen, mechanischen oder elektromagnetischen Leistung verknüpft ist. Ein Steckeranschluss, der für die Übertragung von 5 A Strom durch einen 0,3 mm dicken Phosphorbronzestreifen gestanzt ist, muss eine Kontaktkraft innerhalb eines genau definierten Bereichs aufrechterhalten – bei zu geringer Kraft wird die Verbindung ohmsch oder intermittierend, bei zu viel kann der Gegenstecker nicht eingesteckt werden oder der Anschluss ermüdet vorzeitig. Diese Kontaktkraft wird durch die Federgeometrie des Anschlusses bestimmt, die durch den Biegeradius, den Winkel und die entwickelte Länge des Streifens festgelegt wird – alle werden in einem gut konzipierten elektronischen Stanzwerkzeug auf Toleranzen von ±0,01 mm bis ±0,02 mm kontrolliert. Ein aus Siliziumstahl gestanztes Motorblech muss eine Schlitzbreitentoleranz von ±0,015 mm einhalten, um sicherzustellen, dass der Luftspalt zwischen Rotor und Stator über den Umfang gleichmäßig ist, da ungleichmäßige Luftspalte eine unausgeglichene magnetische Anziehung erzeugen, die den Wirkungsgrad verringert und Vibrationen erzeugt. Hierbei handelt es sich nicht um konservative technische Spielräume, sondern um die Mindestgenauigkeit, mit der das elektronische Gerät innerhalb seiner Spezifikation funktioniert.
Wie die Teileskala den Präzisionsbedarf bei elektronischen Stanzwerkzeugen steigert
Die Skalierung ist einer der wichtigsten – und am meisten unterschätzten – Gründe, warum elektronische Stanzwerkzeuge engere absolute Toleranzen erfordern als Stanzwerkzeuge für Haushaltsgeräte. Eine Trommelplatte einer Waschmaschine könnte 600 mm × 500 mm groß sein, und eine Positionstoleranz von ±0,2 mm an einem Montageloch entspricht einer relativen Genauigkeit von 1 von 3.000 relativ zur größten Abmessung des Teils. Ein USB-C-Steckeranschluss misst möglicherweise insgesamt 8 mm × 2 mm, und eine Positionstoleranz von ±0,02 mm auf einem Kontaktbalken stellt eine relative Präzision von 1 Teil zu 400 relativ zur größten Abmessung des Teils dar – relativ gesehen fast achtmal enger und wird bei einem Teil erreicht, dessen Fläche 75-mal kleiner ist. Um dieses Präzisionsniveau aufrechtzuerhalten, müssen alle Elemente des elektronischen Stanzwerkzeugsystems – der Matrizenstahl, die Führungspfosten, der Stempelhalter, die Abstreifplatte und die Presse selbst – eine Leistung erbringen, die für Stanzwerkzeuge für Haushaltsgeräte unnötig und unwirtschaftlich wäre.
Der Miniaturisierungstrend in der Unterhaltungselektronik hat diese Herausforderung im letzten Jahrzehnt kontinuierlich verschärft. Anschlussabstände, die vor zwanzig Jahren noch 2,54 mm (0,1 Zoll) betrugen, betragen heute bei Steckverbindern mit feinem Rastermaß üblicherweise 0,5 mm oder 0,4 mm, und die geprägten Merkmale, die die Kontaktgeometrie bei diesen Abständen erzeugen – Balkenbreite, Schlitzbreite, Prägungshöhe – müssen auf Toleranzen kontrolliert werden, die einen festen Bruchteil der Merkmalsgröße ausmachen. Wenn die Merkmalsgrößen schrumpfen, schrumpft die absolute Toleranz proportional, selbst wenn die relative Präzisionsanforderung konstant bleibt. Aus diesem Grund erforderten Investitionen in elektronische Stanzwerkzeuge stets höhere Werkzeugkosten, feinere Stanzstähle und eine strengere Messtechnik als Stanzwerkzeuge für Haushaltsgeräte des gleichen Jahrgangs.
Unterschiede in der Werkzeugkonstruktion, die Toleranzanforderungen widerspiegeln
Die physikalische Konstruktion elektronischer Stanzwerkzeuge spiegelt ihre strengeren Toleranzanforderungen auf verschiedene spezifische und messbare Weise wider. Die folgende Tabelle vergleicht die wichtigsten Konstruktionsparameter zwischen typischen Stanzwerkzeugen für Haushaltsgeräte und elektronischen Stanzwerkzeugen für die toleranzempfindlichsten Designelemente.
| Designelement | Stanzformen für Haushaltsgeräte | Elektronische Stanzformen |
| Abstand zwischen Stempel und Matrize (pro Seite) | 8–12 % der Materialstärke | 3–6 % der Materialstärke |
| Passtoleranz des Führungspfostens | H6/h5 (±0,008 mm) | H5/h4 (±0,003 mm) |
| Härte des Matrizenstahls (Schneidabschnitte) | 58–60 HRC (SKD11 typisch) | 62–64 HRC (DC53, SKH51 typisch) |
| Toleranz der Stempelposition | ±0,02 mm | ±0,005 mm |
| Oberflächenfinish an den Schnittkanten | Ra 0,4–0,8 µm | Ra 0,1–0,2 µm |
| Primärbearbeitungsprozess für Einsätze | CNC-Fräsen und Schleifen | Drahterodier-Koordinatenschleifen |
| Nachschärfintervall (typisch) | 300.000–500.000 Hübe | 500.000–1.000.000 Hübe (härterer Stahl) |
Der engere Sitz des Führungspfostens in elektronischen Stanzwerkzeugen ist nicht nur eine konservative technische Entscheidung – er steuert direkt die seitliche Position des Stempels relativ zur Matrizenöffnung im Moment des Kontakts mit dem Material. Bei einem Stempeldurchmesser von 0,4 mm, der ein Loch in einem 0,15 mm dicken Kupferlegierungsstreifen ausstanzt, entspricht eine seitliche Verschiebung von 0,003 mm an der Stempelspitze 2 % des Stempeldurchmessers und 4 % der Materialdicke. Bei diesen Maßstäben wird die Neigung des Führungspfostens, die bei einem Stanzwerkzeug für Haushaltsgeräte völlig belanglos wäre, zur Hauptursache für Grathöhenschwankungen und das Risiko eines Stempelbruchs.
Materialüberlegungen, die die Toleranzkette enger machen
Stanzwerkzeuge für Haushaltsgeräte verarbeiten am häufigsten kaltgewalzten Stahl, verzinkten Stahl und gelegentlich Aluminiumlegierungen in Stärken von 0,5 mm bis 2,0 mm. Diese Materialien verfügen über gut charakterisierte, relativ konsistente mechanische Eigenschaften innerhalb einer Charge, und ihr Rückfederungsverhalten ist zwar real, aber vorhersehbar genug, um es bei der Matrizenkonstruktion durch standardmäßige Überbiegungs- oder Nachzündtechniken zu kompensieren. Die Dickentoleranz des eingehenden Materials für handelsüblichen kaltgewalzten Stahl beträgt typischerweise ±5 % des Nennwerts, und da die geformten Merkmale in Haushaltsgeräteteilen im Verhältnis zur Dickenschwankung groß sind, führt diese Variabilität selten zu einem nennenswerten Maßproblem im fertigen Teil.
Elektronische Stanzwerkzeuge verarbeiten am häufigsten Kupferlegierungen, Phosphorbronze, Berylliumkupfer sowie kaltgewalzten Präzisionsstahl oder Siliziumstahl in Stärken von 0,05 mm bis 0,5 mm. Kupferlegierungen, die für elektronische Anschlüsse verwendet werden, werden typischerweise mit präzisen Dickentoleranzen von ±1–2 % spezifiziert und nicht mit dem ±5 %-Standard für Baustahl, da die Federgeometrie eines Kontaktanschlusses so empfindlich auf die Dicke reagiert, dass eine Dickenschwankung von 5 % zu einer inakzeptablen Streuung der Kontaktkraft führen würde. Selbst innerhalb dieser engeren Eingangstoleranz muss die Matrize so ausgelegt sein, dass sie den gesamten Bereich abdeckt. Das bedeutet, dass Formstempelradien, Hohlraumtiefen und Biegezugaben anhand von Materialeigenschaftsdaten berechnet und überprüft werden müssen, die für die tatsächlich verwendete Legierung und Härte spezifisch sind, und nicht anhand allgemeiner Annahmen aus einem Materialhandbuch.
Druckanforderungen und Umgebungskontrollen für elektronische Stanzwerkzeuge
Die Präzision elektronischer Stanzwerkzeuge ist nur so gut wie die Druckmaschine und die Umgebung, in der sie eingesetzt werden. Hochgeschwindigkeits-Präzisionspressen, die zum Stanzen elektronischer Steckverbinder und Anschlüsse verwendet werden, verfügen über mehrere Funktionen, die für Stanzwerkzeuge für Haushaltsgeräte, die mit niedrigeren Geschwindigkeiten und größeren Toleranzen arbeiten, nicht erforderlich sind. Dazu gehören ein hydraulischer Überlastschutz, der die Presse innerhalb eines Bruchteils eines Hubs stoppt, wenn eine ungewöhnliche Last erkannt wird – zum Schutz von Matrizen mit Stempeln mit einem Durchmesser von bis zu 0,3 mm, die bei Fehlzufuhr zerbrechen würden – sowie thermische Kompensationssysteme, die die Schließhöhe der Presse anpassen, um die Wärmeausdehnung des Pressenrahmens während eines Produktionslaufs zu berücksichtigen. Ein Pressenrahmen aus Stahl dehnt sich pro Grad Celsius Temperaturanstieg um etwa 0,01–0,02 mm aus; Bei einem Stanzwerkzeug für Haushaltsgeräte, das mit einer Toleranz von ±0,1 mm läuft, ist dies unbedeutend, aber bei einem elektronischen Stanzwerkzeug, das mit einer Toleranz von ±0,01 mm läuft, führt ein Anstieg der Rahmentemperatur um 10 °C zu einem Schließhöhenfehler von 0,10–0,20 mm, der die Eindringtiefe des Stempels verschiebt und die Geometrie des geformten Merkmals messbar verändert.
Aus diesem Grund nutzen Hersteller von Präzisionsstanzwerkzeugen für elektronische Stanzwerkzeuge temperaturkontrollierte Stanzräume – nicht als Luxus, sondern als praktische Notwendigkeit für die Aufrechterhaltung der Dimensionsstabilität sowohl bei der Herstellung als auch bei der Produktion. Die zur Überprüfung elektronischer Stanzformkomponenten verwendeten Messgeräte – Luftmessgeräte, Laserscansysteme und Koordinatenmessgeräte – müssen ebenfalls in temperaturkontrollierten Umgebungen betrieben werden, da ihre eigene Kalibrierung auf dieselben thermischen Effekte reagiert, die die Formabmessungen destabilisieren.
Verifizierung und Qualitätssicherung: Eine höhere Messlatte für elektronische Stanzwerkzeuge
Die Inspektions- und Verifizierungsanforderungen für elektronische Stanzwerkzeuge und deren Ausgangsteile spiegeln das strengere Toleranzregime in allen Aspekten des Qualitätsprozesses wider. Bei Stanzwerkzeugen für Haushaltsgeräte umfasst die Erstmusterprüfung in der Regel die manuelle Messung kritischer Lochpositionen, Flanschhöhen und Profilabmessungen mithilfe von Messschiebern, Höhenmessgeräten und Go/No-Go-Messdornen – ein praktischer und kostengünstiger Ansatz für Teile, bei denen die kritischen Abmessungen im Dutzend liegen und die Toleranzen im Bereich von ±0,1 mm liegen. Bei elektronischen Stanzwerkzeugen erfordert die Erstmusterprüfung routinemäßig eine vollständige CMM-Messung jedes Kontaktgeometriemerkmals, eine optische Komparatorüberprüfung der Stempel- und Matrizenkonturen sowie Funktionsprüfungen von Musterteilen – wie z. B. Kontaktkraftmessung für Anschlüsse oder Magnetflussmessung für Laminierungen – die bestätigen, dass die gestanzte Geometrie die erforderliche Funktionsleistung erbringt und nicht nur die Maßzeichnung erfüllt.
- Die Grathöhe an den ausgestanzten Kanten elektronischer Anschlüsse wird mit kalibrierter optischer Mikroskopie gemessen, wobei in der Regel überprüft wird, ob die maximale Grathöhe 10 % der Materialdicke nicht überschreitet – eine Spezifikation, die eine Messauflösung von 0,003–0,010 mm erfordert, die weit über den Möglichkeiten manueller Messwerkzeuge liegt, die für Haushaltsgeräteteile verwendet werden.
- Die Koplanarität der Kontaktflächen über eine mehrpolige Steckverbinder-Anschlussleiste wird mithilfe von Laserprofilometrie oder visueller Höhenkartierung anstelle eines manuellen Höhenmessgerätevergleichs überprüft, da die Toleranz typischerweise ±0,015 mm über eine Spanne von 10–20 mm beträgt und die erforderliche Messunsicherheit weniger als 30 % der Toleranz betragen muss – was eine Messfähigkeit im Submikrometerbereich erfordert.
- Statistische Prozessregelkarten für die elektronische Stanzproduktion werden mit Kontrollgrenzen konfiguriert, die auf ±2σ des Prozesses und nicht auf die üblichere ±3σ eingestellt sind, da das Verhältnis von Prozessfähigkeit zu Toleranz bewusst eng gehalten wird, um eine frühzeitige Warnung vor Werkzeugverschleiß zu ermöglichen, bevor Teile außerhalb der Toleranz hergestellt werden.
Der erforderliche Investitionsaufwand für die Entwicklung, den Bau, die Überprüfung und die Wartung elektronischer Stanzwerkzeuge auf diesem Präzisionsniveau ist wesentlich höher als für Stanzwerkzeuge für Haushaltsgeräte – in Bezug auf Werkzeugkosten, Ausrüstungsinvestitionen und qualifizierte Arbeitskräfte. Diese Investition wird durch die funktionalen Folgen einer Nichtübereinstimmung der Abmessungen gerechtfertigt: Ein Haushaltsgerätteil, das 0,1 mm von der Position entfernt ist, erfordert möglicherweise ein leicht übergroßes Durchgangsloch, aber ein elektronisches Terminal, das 0,02 mm von der Position entfernt ist, kann den Einsteckkrafttest für den Gegenstecker nicht bestehen, was zu einer vollständigen Ablehnung der Produktionscharge und einem Risiko für die Zuverlässigkeit im Feld führt, das weder der Hersteller noch seine Kunden akzeptieren können.

Vorheriger Beitrag
Wie verändern fortschrittliche hochfeste Stähle die Herstellung von Stanzteilen für die Automobilindustrie?
Nächster Beitrag
Kostenvergleich: Metallstanzteile vs. Metallziehteileprodukte im Jahr 2026
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
