- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Arten von Stanzformen: Leitfaden für progressives, Transfer- und Tiefziehen
Arten von Stanzformen: Leitfaden für progressives, Transfer- und Tiefziehen
2026-07-16
Inhalt
Die wichtigsten Arten von Stanzformen
Die meisten Metallstanzprojekte fallen in eine von fünf Werkzeugkategorien: progressive Matrizen, Transfermatrizen, zusammengesetzte Matrizen, Einzelstationsmatrizen (einfache Matrizen) und Tiefziehmatrizen. Die richtige Wahl hängt von der Komplexität des Teils, dem Produktionsvolumen und der Anzahl der Umformvorgänge ab, die ein Teil benötigt – nicht davon, welcher Formtyp am fortschrittlichsten erscheint. Wenn Käufer wissen, was sie voneinander trennt, können sie ein Projekt vor der Angebotserstellung korrekt spezifizieren, anstatt erst nach dem Zuschnitt der Werkzeuge eine Diskrepanz zu entdecken.
Progressive Matrizen
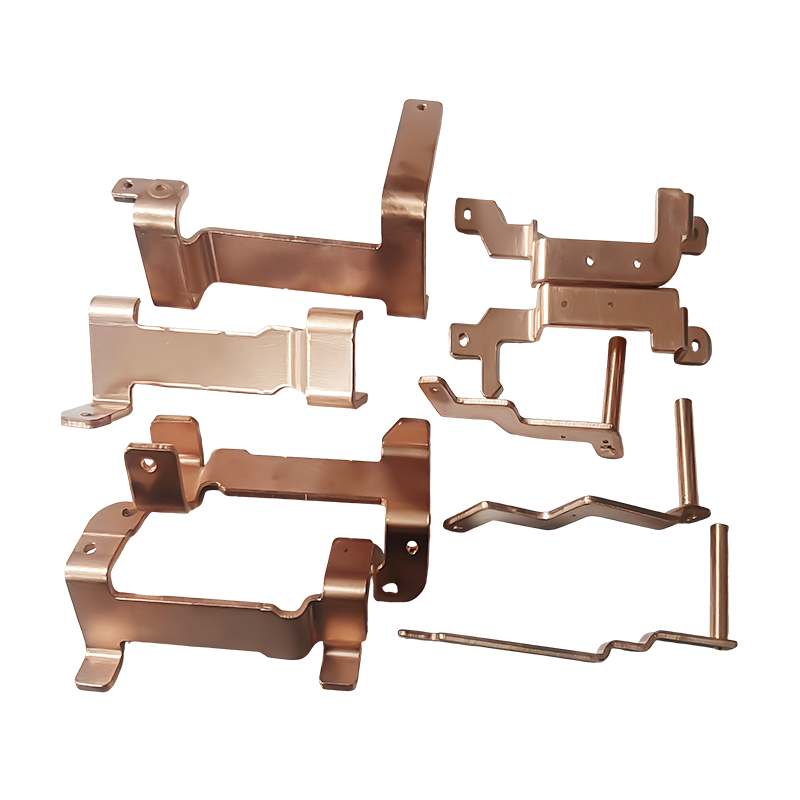
Eine progressive Matrize führt ein Metallband durch eine Reihe von Stationen innerhalb eines einzelnen Matrizensatzes, wobei jede Station einen Vorgang ausführt – Lochen, Biegen, Formen oder Abschneiden –, während das Band automatisch zwischen den Stationen vorgeschoben wird. Das Teil ist erst vollständig geformt, wenn es die letzte Station erreicht. Da jedoch jede Station bei jedem Pressenhub aktiviert wird, bleiben die Zykluszeiten auch bei komplexen Geometrien kurz.
Diese Struktur eignet sich für die Massenproduktion von kleinen bis mittelgroßen Teilen wie Steckverbindern, Halterungen und elektronischen Präzisionskomponenten, bei denen eine gleichbleibende Maßgenauigkeit über Millionen von Zyklen hinweg wichtiger ist als die Werkzeugkosten. Der Nachteil besteht in einer längeren Entwurfs- und Bauvorlaufzeit, da das Streifenlayout und die Stationssequenzierung vor dem Schneiden der ersten Probe geplant werden müssen.
Transferstempel
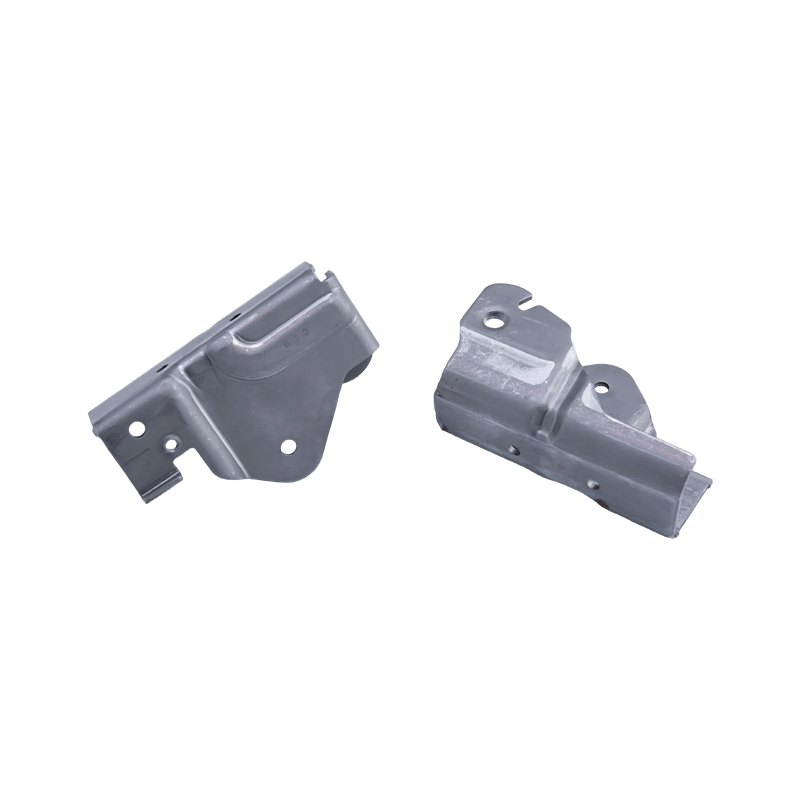
Transfermatrizen führen ebenfalls mehrere Vorgänge nacheinander aus, aber anstelle eines kontinuierlichen Streifens werden einzelne Rohlinge physisch – typischerweise durch ein mechanisches oder robotergestütztes Transfersystem – von Station zu Station bewegt. Durch diese Trennung vom Streifen können Transfermatrizen größere, schwerere oder dreidimensionalere Teile handhaben, als ein Folgematrizenstreifen tragen kann, wie beispielsweise Strukturkomponenten oder Gehäuse für Kraftfahrzeuge.
Da die Materialhandhabung von der Matrize selbst entkoppelt ist, bieten Transfermatrizen mehr Flexibilität bei der Teilegeometrie, der zusätzliche Transfermechanismus erhöht jedoch sowohl die Werkzeuginvestition als auch die Zykluszeit im Vergleich zu einer progressiven Matrize mit der gleichen Anzahl von Stationen.
Verbund- und Einzelstationsmatrizen
Verbundmatrizen führen zwei oder mehr Vorgänge – am häufigsten Lochen und Stanzen – in einem einzigen Pressenhub an einer Station aus und erzeugen so in einem Durchgang ein fertiges flaches Teil. Einstationige (einfache) Matrizen führen nur einen Arbeitsgang pro Hub durch, beispielsweise einen einzelnen Stanz- oder Biegedurchgang, und erfordern in der Regel eine manuelle oder mechanische Neupositionierung des Teils für den nächsten Arbeitsgang.
Bei beiden handelt es sich um kostengünstigere, schneller zu bauende Optionen, die für die Prototypenfertigung, kleine bis mittlere Stückzahlen oder einfache Teilegeometrien sinnvoll sind, bei denen die Werkzeuginvestition einer Folge- oder Transfermatrize durch die Auftragsgröße nicht gerechtfertigt ist.
Tiefziehwerkzeuge
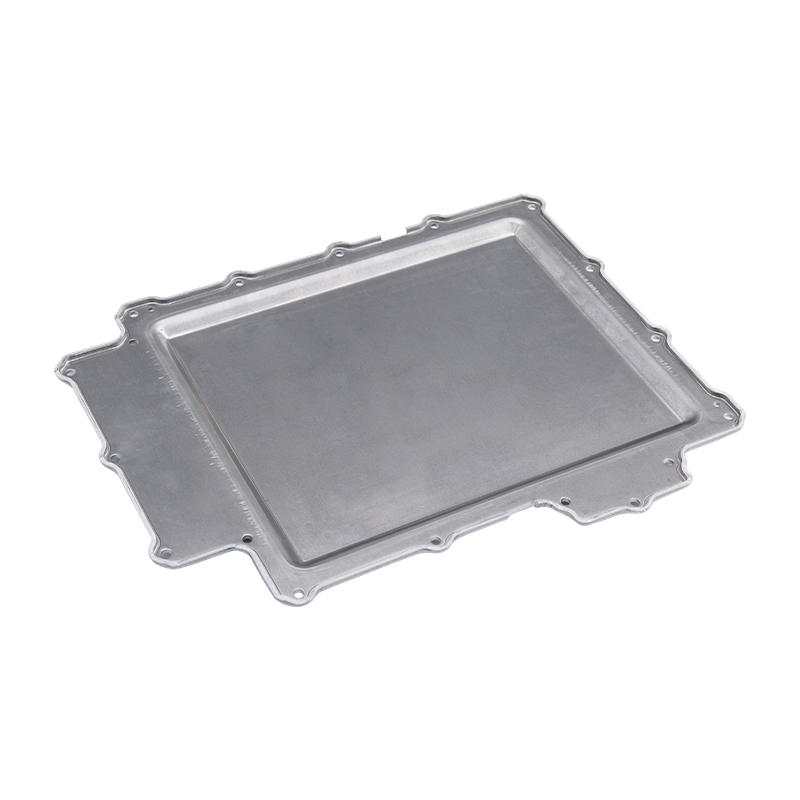
Tiefziehmatrizen formen flache Bleche in hohle, becherförmige oder komplexe dreidimensionale Geometrien, indem sie das Material mit einem Stempel durch einen Matrizenhohlraum ziehen, anstatt es zu schneiden oder zu biegen. Dieser Prozess ist von zentraler Bedeutung für die Herstellung von runden oder konturierten Komponenten wie Motorgehäusen, Batteriegehäusen und radbezogenen Teilen, die in der Industrie üblich sind Tiefziehwerkzeuge für Automobile und Elektrofahrzeuge , wo eine gleichmäßige Wandstärke und Formbeständigkeit unter Last entscheidend sind.
Das Tiefziehen ist technisch anspruchsvoll: Materialfluss, Niederhalterkraft und Schmierung müssen alle aufeinander abgestimmt sein, um Risse, Faltenbildung oder übermäßige Ausdünnung zu vermeiden. Deshalb ist Erfahrung in der Werkzeugkonstruktion mit dem jeweiligen Metall – Stahl, Aluminiumlegierung oder beschichtetes Material – genauso wichtig wie die verfügbare Pressentonnage.

Matrizen für elektronische Präzisionskomponenten
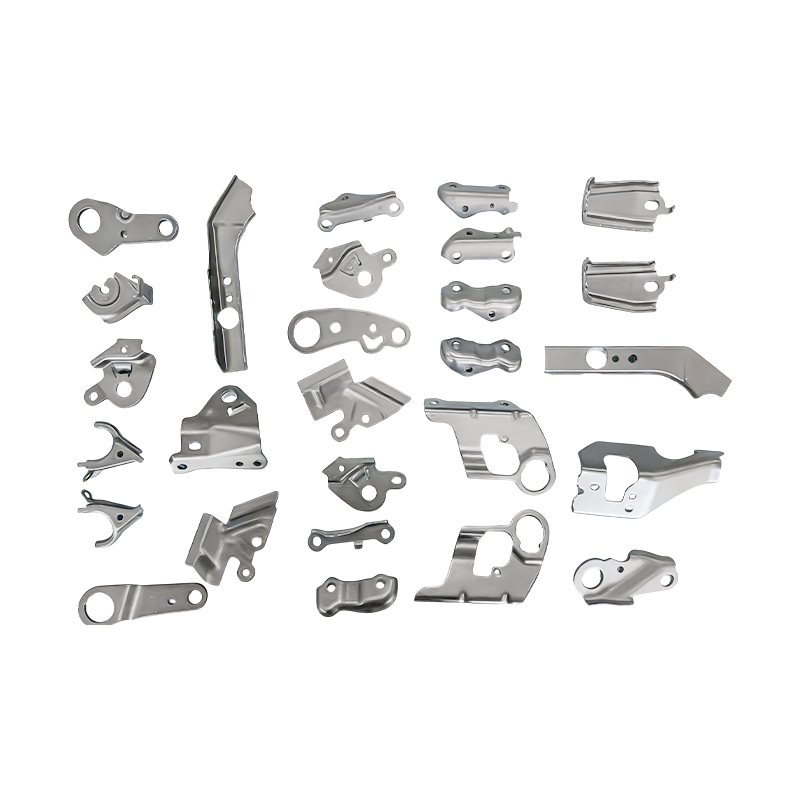
Elektronische Stanzanwendungen bringen zusätzlich zu den oben genannten Matrizentypen weitere Einschränkungen mit sich: Teile sind häufig dünner und kleiner und werden in sehr großen Stückzahlen hergestellt, wobei die Toleranzen in Mikrometern statt in Millimetern gemessen werden. Anschlüsse, Anschlussstifte, Abschirmdosen und Mikrohalterungen laufen typischerweise auf Folgeverbundwerkzeugen, die mit engeren Stationsabständen und einer feineren Stempelgeometrie gebaut sind, um Gratbildung an empfindlichen Merkmalen zu verhindern.
Weil elektronische Stanzformen Da sie häufig direkt in automatisierte Montagelinien eingespeist werden, ist die Wiederholbarkeit der Abmessungen vom ersten Teil bis zum Millionstel genauso wichtig wie die Qualität des ersten Musters – ein Werkzeug, das im Laufe eines Produktionslaufs langsam aus der Toleranz herausdriftet, führt zu nachgelagerten Montagefehlern, deren Rückverfolgung bis zu ihrem Ursprung kostspielig ist.

Vergleich der Matrizentypen auf einen Blick
| Matrizentyp | Am besten für | Typisches Volumen |
|---|---|---|
| Progressiver Würfel | Kleine bis mittelgroße Teile, mehrstufige Umformung | Hohe Lautstärke |
| Transferstempel | Größere oder 3D-förmige Teile | Mittlere bis hohe Lautstärke |
| Verbund-/Einzelstationsmatrize | Einfache flache Teile, Prototyping | Niedrige bis mittlere Lautstärke |
| Tiefziehmatrize | Hohle oder konturierte 3D-Teile | Mittlere bis hohe Lautstärke |
Wählen Sie die richtige Matrize für Ihr Projekt
In der Praxis kombinieren die meisten Produktionsprogramme letztendlich Matrizentypen über den Lebenszyklus eines Teils hinweg – eine Verbundmatrize für frühe Muster, gefolgt von einer Folge- oder Transfermatrize, sobald die Stückzahlen die Investition rechtfertigen. Diese Reihenfolge von Anfang an zu erreichen, mit einem Hersteller, der Erfahrung in der gesamten Bandbreite hat Stanzformen , vermeidet die doppelte Zahlung für Werkzeuge, die neu gestaltet werden müssen, wenn ein Projekt vom Prototyp zur Massenproduktion skaliert.
Vorheriger Beitrag
Kein vorheriger Artikel
Nächster Beitrag
Präzisionsmetallkomponenten: Design, Materialien und Anwendungen
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
