- E-Mail an uns: [email protected]
- Rufen Sie uns an: +86-139 1308 8972
 English
English Español
Español Deutsch
Deutsch
Branchenna-chrichten
Home / Nachrichten / Branchenna-chrichten / Stanzteile für Automobilsitze: Hochpräzise Fertigung, Tragfähigkeit und Materialauswahl
Stanzteile für Automobilsitze: Hochpräzise Fertigung, Tragfähigkeit und Materialauswahl
2026-06-04
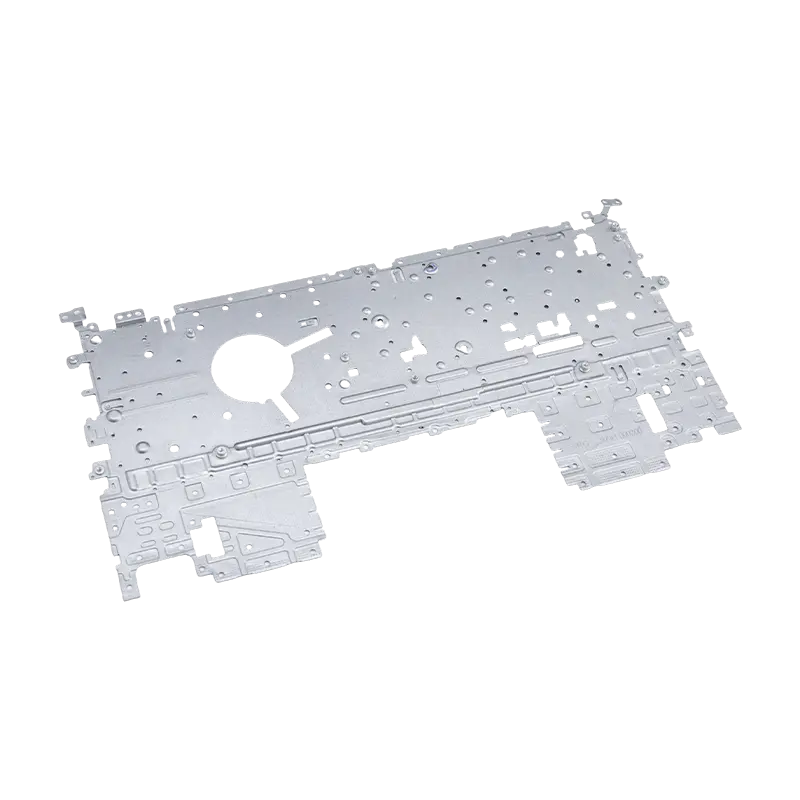
Eine Autotürverkleidung muss bündig passen und gut aussehen. Ein gestanzter Sitzrahmen muss wesentlich mehr leisten: Er muss das statische Gewicht eines Insassen über Hunderttausende Zyklen hinweg tragen, die dynamischen Kräfte von starkem Bremsen und unebenen Straßen absorbieren und seine Geometrie präzise genug halten, damit die Sicherheitsgurtverankerung, der Liegemechanismus und die Gleitschiene alle richtig zusammengebaut werden und funktionieren. Diese Kombination aus Struktur-, Ermüdungs- und Dimensionsanforderungen macht es möglich Stanzteile für Autositze gehört zu den anspruchsvollsten Bauteilen, die ein Präzisions-Metallstanzer herstellen kann – und ist ein klarer Indikator für die technische Tiefe eines Herstellers.
In diesem Artikel werden die fünf technischen Dimensionen untersucht, die bestimmen, ob die Stanzung eines Sitzrahmens während der gesamten Lebensdauer des Fahrzeugs zuverlässig funktioniert: Toleranzanforderungen, Materialauswahl, Fürmpräzision, Belastungsleistung und Kompatibilität mit mehreren Fahrzeugen.

Inhalt
- 1 Warum Autositz-Stanzteile strengeren Toleranzen unterliegen als die meisten Karosseriekomponenten
- 2 Hochfester Stahl vs. Aluminiumlegierung: Auswahl des richtigen Materials für Sitzrahmenstanzungen
- 3 Wie hochpräzise Stanzwerkzeuge die Belastbarkeit bestimmen
- 4 Statische und dynamische Belastung: Was Sitzprägeteile aushalten müssen
- 5 Anforderungen an die Kompatibilität mit mehreren Fahrzeugen und die OEM-Maßgenauigkeit
- 6 Der integrierte Werkzeug- und Teilefertigungsvorteil von SQS für Sitzstanzungen
Warum Autositz-Stanzteile strengeren Toleranzen unterliegen als die meisten Karosseriekomponenten
Stanzteile von Karosserieteilen werden in erster Linie anhand des Aussehens der Oberfläche und der Passform bewertet. Es ist ein um 0,5 mm zu breiter Spalt sichtbar; Ein um 0,3 mm zu enger Spalt führt zu einer Montagebehinderung. Beides ist inakzeptabel, aber beides stellt kein Sicherheitsproblem dar. Stanzteile von Sitzrahmen unterliegen einem grundlegend anderen Versagensmodus: Maßfehler in einer Strukturkomponente führen zu verringerter Belastbarkeit, falsch ausgerichteten sicherheitskritischen Schnittstellen und vorzeitiger Ermüdungsrissbildung.
Denken Sie an die Montagehalterung für den Liegemechanismus. Die Bolzenlöcher müssen auf Bruchteile eines Millimeters genau positioniert sein, um sicherzustellen, dass der Liegesessel über den gesamten Verstellbereich gleichmäßig in die Verriegelungszähne einrastet. Ein verschobenes Lochmuster führt zu einer exzentrischen Belastung des Verriegelungsmechanismus – was nicht sofort sichtbar ist, sich aber im Laufe der Lebensdauer des Sitzes zunehmend verringert. Die gleiche Logik gilt für die Befestigungspunkte der Gleitschienen, die die Last des Insassen symmetrisch auf beide Schienen verteilen müssen; Jede Asymmetrie konzentriert die Belastung auf eine Befestigung und beschleunigt Verschleiß oder Ermüdungsversagen.
Der Toleranzstandard für Prägeteile für Automobilsitze, hergestellt nach Automobilsicherheitsstandards ist daher strenger als allgemeine Karosserieprägungen – und wird nicht nur bei der Erstmusterprüfung, sondern über alle Produktionsläufe hinweg durchgesetzt, da Unterschiede zwischen frühen und späten Produktionsteilen den Durchsatz der Montagelinie und die Einstellzeit am Ende der Linie beeinflussen.
Hochfester Stahl vs. Aluminiumlegierung: Auswahl des richtigen Materials für Sitzrahmenstanzungen
Bei der Materialentscheidung für Sitzrahmenstanzungen handelt es sich nicht um eine einzelne Entscheidung, die auf den gesamten Sitz angewendet wird – es handelt sich um eine Optimierung für jede einzelne Komponente, die Festigkeitsanforderungen, Formungskomplexität, Gewichtsziele und Kosten in Einklang bringt.
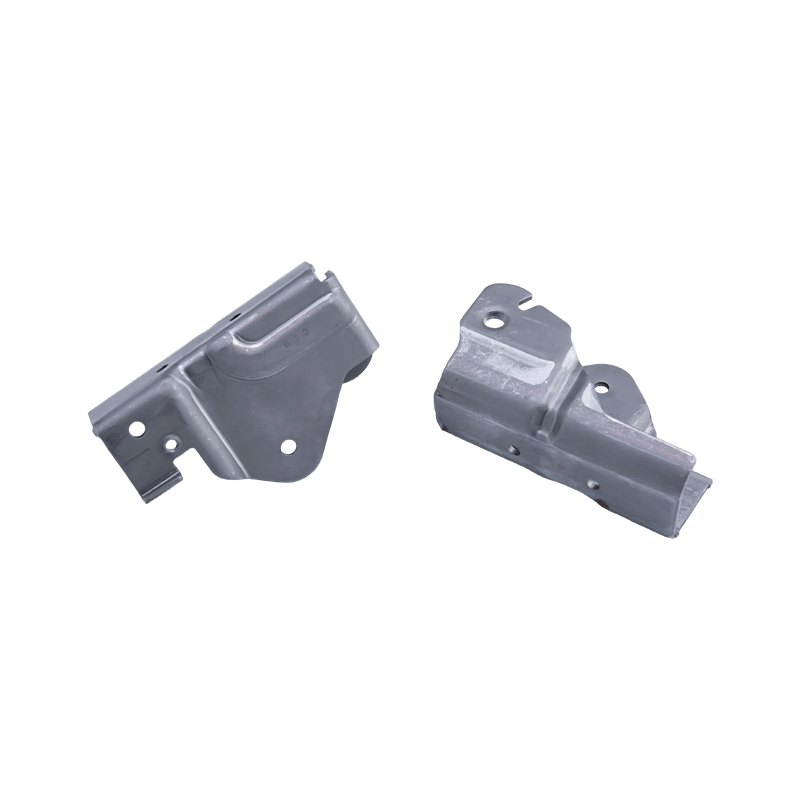
Hochfester Stahl bleibt das dominierende Material für strukturelle Sitzrahmenkomponenten. Fortschrittliche hochfeste Stähle (AHSS) mit Zugfestigkeiten von 600–1.500 MPa bieten die Streckgrenze, die für Liegehalterungen, Sitzschalenverstärkungen und Sitzlehnenrahmen erforderlich ist, um der in den Sicherheitsnormen für Automobilsitze festgelegten Rückdrehkraft von 530 Nm ohne bleibende Verformung standzuhalten. Die hohe Steifigkeit des Materials widersteht auch den Biegemomenten, die entstehen, wenn die Gurtlasten bei einem Frontalaufprall über den Sitzrahmen übertragen werden. Der Nachteil besteht darin, dass hochfeste Stähle leistungsfähigere Werkzeuge erfordern – höhere Presskraft, präzise Matrizenmaterialien und sorgfältiges Management der Blechhalterkraft –, da ihre geringere Duktilität im Vergleich zu Weichstahl weniger Spielraum für Formungsfehler lässt, bevor es zu Rissen kommt.
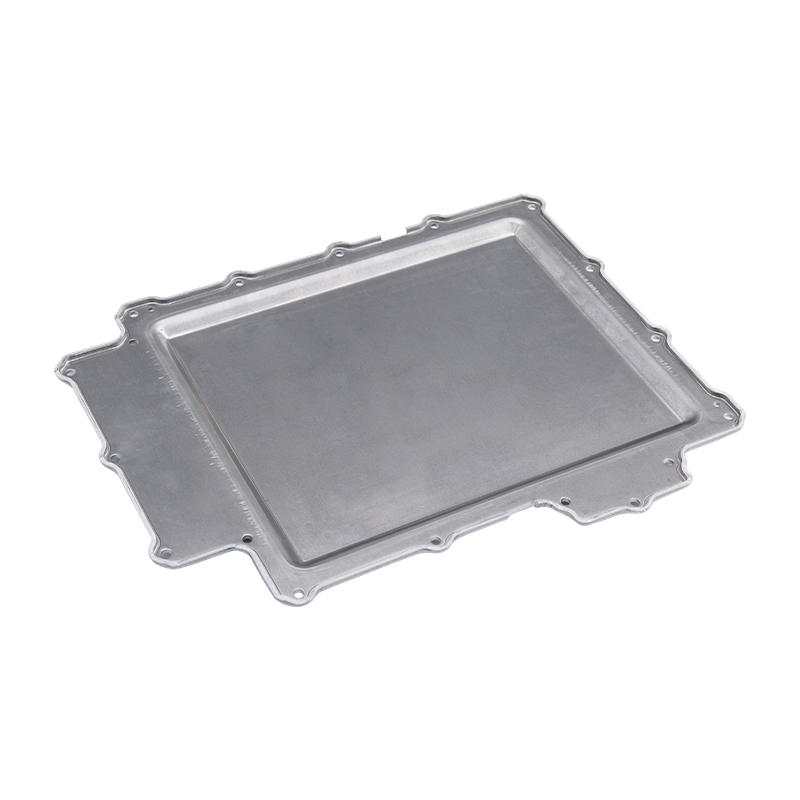
Aluminiumlegierung wird zunehmend für Sitzkomponenten spezifiziert, bei denen Gewichtsreduzierung Priorität hat, insbesondere bei Elektrofahrzeugen, wo die Reichweiteneffizienz die höheren Material- und Werkzeugkosten rechtfertigt. Durch Stanzteile von Sitzrahmen aus Aluminium kann das Gewicht der Komponenten im Vergleich zu Stahläquivalenten um 30–40 % reduziert werden. Die Herausforderung besteht darin, dass die geringere Streckgrenze von Aluminium typischerweise dickere Abschnitte oder Konstruktionsverstärkungen erfordert, um eine gleichwertige strukturelle Leistung zu erreichen – was den Gewichtsvorteil teilweise zunichte macht. Die größere Rückfederung beim Formen erfordert außerdem eine präzisere Matrizenkompensation und eine genauere Prozesskontrolle, um die Maßhaltigkeit aufrechtzuerhalten.
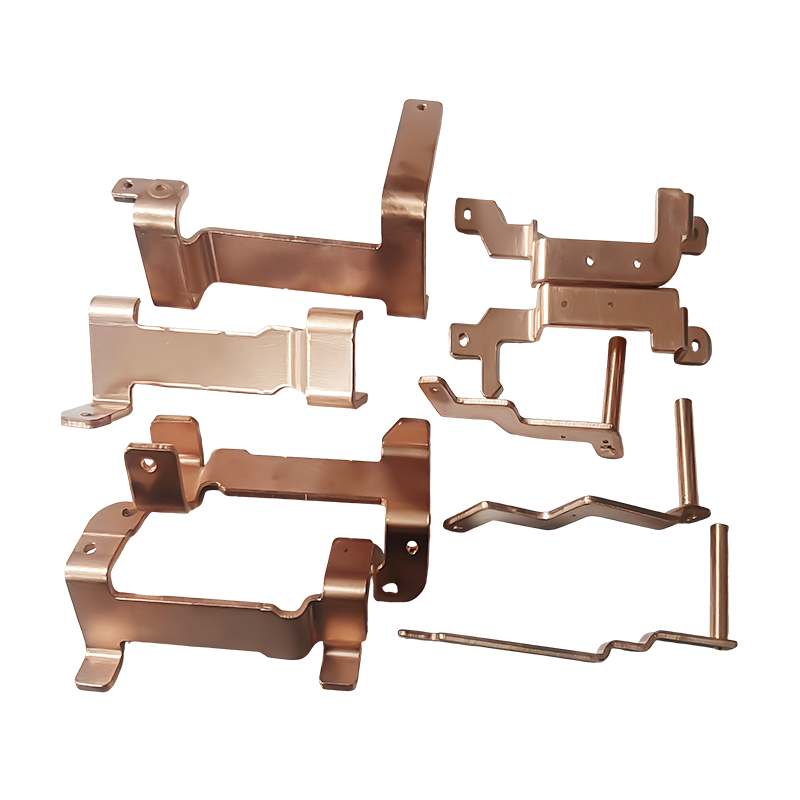
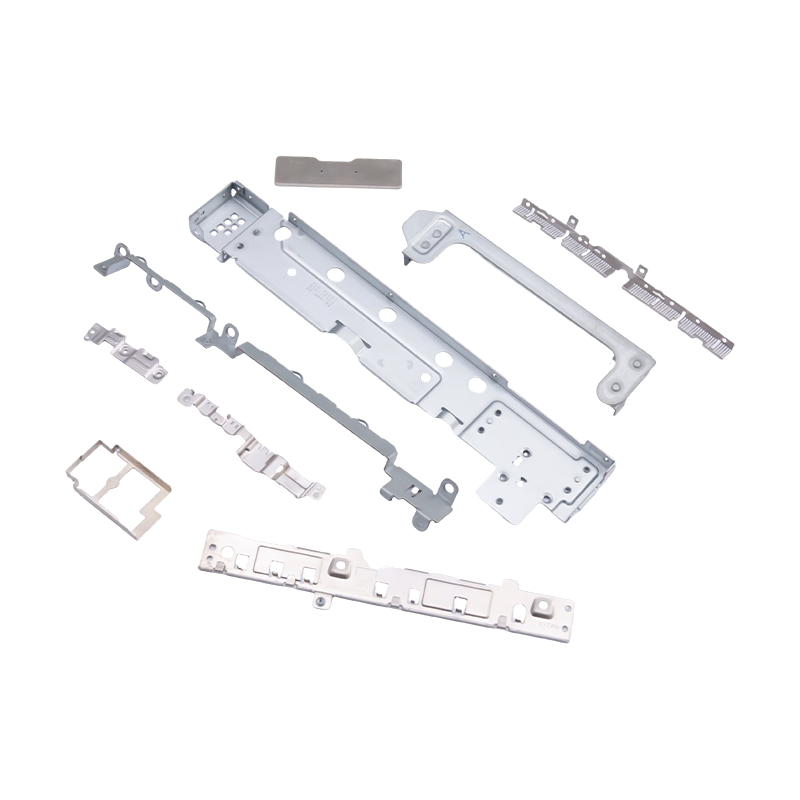
In der Praxis kombinieren Sitzbaugruppen oft beides: hochfesten Stahl für primäre Lastpfade (Rückenrahmen, Liegenhalterung, Sicherheitsgurtverankerungsverstärkung) und Aluminiumlegierung für sekundäre Strukturen, bei denen die Gewichtsreduzierung einen klaren Vorteil hat und die Spitzenlasten geringer sind (Kissenseitenelemente, Kopfstützenführungshalterungen).
Wie hochpräzise Stanzwerkzeuge die Belastbarkeit bestimmen
Die mechanischen Eigenschaften eines gestanzten Sitzrahmenteils werden teilweise durch das Rohmaterial und teilweise durch den Stanzprozess selbst bestimmt. Eine Matrize, die eine inkonsistente Wandstärke erzeugt – durch ungleichmäßige Blechhalterkraft, abgenutzte Stempelradien oder ungenaues Spiel zwischen Stempel und Matrize – führt zu einer lokalen Verdünnung des gestanzten Teils. Diese dünnen Zonen werden zu Spannungskonzentrationen: die ersten Stellen, die bei statischer Überlastung nachgeben, und die Ausgangspunkte für Ermüdungsrisse bei zyklischer Belastung.
Dies ist die direkte mechanische Verbindung zwischen Präzision der Matrize und Belastbarkeit der Sitzprägung . Eine Matrize, die auf ihren kritischen Formflächen mit einer Genauigkeit von 0,002 mm bearbeitet wird, erzeugt Teile mit gleichmäßiger Wandstärke über die gesamte Ziehtiefe. Die Insassenlast wird gleichmäßig über den Abschnitt verteilt, die Arbeitsbelastungen bleiben deutlich unter der Ermüdungsgrenze des Materials und das Teil erreicht seine geplante Lebensdauer. Eine Matrize mit verschlissenen oder ungenau bearbeiteten Radien erzeugt Teile, bei denen die Ausdünnung konzentriert ist, die lokalen Spannungen erhöht sind und die Ermüdungslebensdauer verkürzt ist – oft ohne dass bei einer Routineprüfung eine Maßabweichung erkennbar ist.
Die Kantenqualität hat die gleiche Bedeutung. Grate und Mikrorisse an gestanzten Kanten, die von stumpfen oder schlecht eingepassten Werkzeugen herrühren, dienen als Entstehungsstellen für Risse. Unter der zyklischen Belastung beim normalen Fahren – Straßenvibrationen, Sitzverstellzyklen, Ein- und Aussteigen von Passagieren – breiten sich diese Kantenfehler zu Ermüdungsrissen im Grundmaterial aus. Glatte, gut unterstützte Scherkanten, die mit Präzisionswerkzeugen hergestellt werden, verhindern diese Fehlerart.
For Tiefziehwerkzeuge für Sitzrahmenkomponenten im Automobil- und Elektrofahrzeugbereich Daher ist die Design- und Fertigungsqualität der Werkzeuge nicht von der strukturellen Leistung der hergestellten Teile zu trennen.
Statische und dynamische Belastung: Was Sitzprägeteile aushalten müssen
Stanzteile von Sitzrahmen unterliegen drei verschiedenen Belastungskategorien, die jeweils unterschiedliche Auswirkungen auf Design und Materialspezifikation haben.
Statische Belastungen stellen das anhaltende Gewicht des Insassen dar – typischerweise 75–100 kg für einen einzelnen Insassen, das kontinuierlich über das Sitzkissen und die Rückenlehne wirkt. Diese Belastungen bestimmen die Mindestquerschnittsfläche und die Materialstreckgrenze, die erforderlich sind, um eine bleibende Verformung während des normalen Gebrauchs zu verhindern. Die statische Belastungsleistung lässt sich leicht testen und verifizieren, und die meisten Sitzprägefehler, die auf „statische Überlastung“ zurückzuführen sind, sind tatsächlich Ermüdungsfehler, die sich über einen längeren Zeitraum beschleunigt haben, bevor sichtbare Verformungen auftreten.
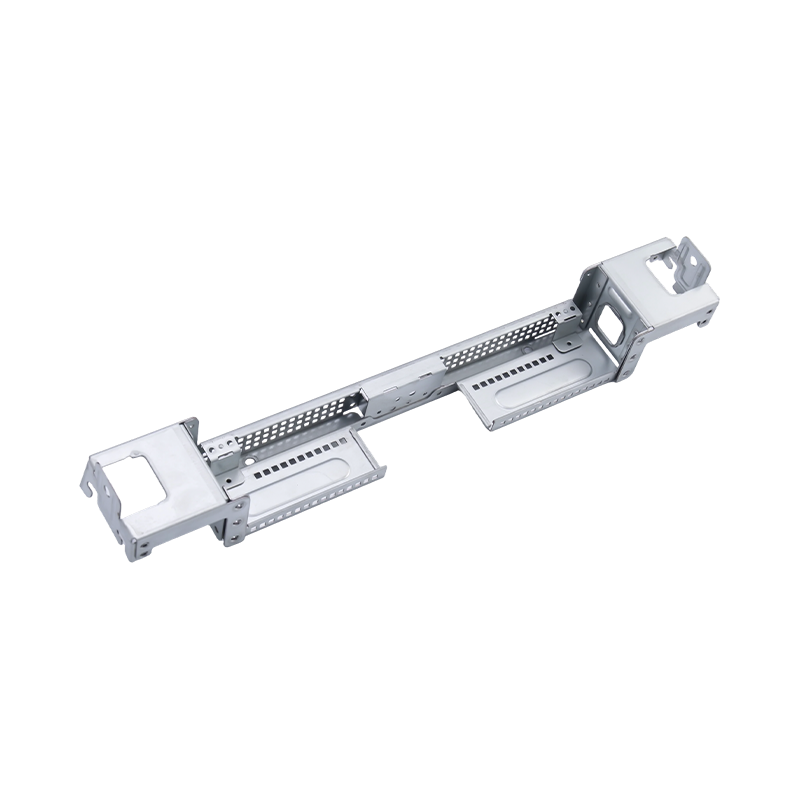
Dynamische Belastungen entstehen durch Fahrzeugbeschleunigung, Bremsen, Kurvenfahrten und Fahrbahnunebenheiten. Bei starkem Bremsen mit einer Verzögerung von 1 g erzeugt die Vorwärtsträgheit eines 75 kg schweren Insassen eine Belastung von etwa 750 N durch die Rückenlehne und in den Neigungsmechanismus und die Prägungen des Rückenlehnenrahmens. Auf unebenen Straßenoberflächen sind Vertikalbeschleunigungen von 2–3 g möglich, wobei der Sitzrahmen über die Lebensdauer des Fahrzeugs Tausende von Stunden lang mit Frequenzen von 1–20 Hz betrieben wird. Vibrationsfestigkeit – die Fähigkeit der gestanzten Struktur, ihre Geometrie und mechanischen Eigenschaften unter dieser zyklischen Belastung beizubehalten – ist eine Leistungsdimension, die bei anfänglichen Entwurfsüberprüfungen häufig unterschätzt wird, aber bei langfristigen Haltbarkeitstests sichtbar wird.
Absturzlasten stellen den Worst-Case-Zustand dar. Bei einem Frontalaufprall mit 50 km/h und angelegtem Sicherheitsgurt muss der Sitzrahmen die kinetische Energie des Insassen in die Fahrzeugstruktur übertragen, ohne zu brechen oder eine Sitzverschiebung zuzulassen, die den Insassen verletzen könnte. Diese Belastungen sind um eine Größenordnung höher als die dynamischen Fahrbelastungen, und die Stanzteile im Sicherheitsgurtanker, im Rückenrahmen und im Gleitschienenverriegelungsmechanismus liegen alle im primären Lastpfad.
Die gleichzeitige Erfüllung aller drei Belastungskategorien erfordert, dass der Stanzprozess sowohl Maßhaltigkeit als auch konsistente mechanische Eigenschaften liefert – weshalb die Rückverfolgbarkeit des Materials und die Überwachung der Dicke während des Prozesses Standardanforderungen in der Lieferkette von Automobilsitzkomponenten sind.
Anforderungen an die Kompatibilität mit mehreren Fahrzeugen und die OEM-Maßgenauigkeit
Ein einziger Anbieter von Sitzprägungen beliefert selten eine einzige Fahrzeugplattform. OEM-Kunden und Tier-1-Sitzhersteller beziehen gestanzte Komponenten, die zu mehreren Fahrzeuglinien passen müssen, oft mit unterschiedlichen Abmessungen, Montagekonfigurationen und Sicherheitslastanforderungen. Die Bewältigung dieser Multiplattform-Komplexität ohne steigende Werkzeugkosten ist eine der Kernkompetenzen, die leistungsfähige Stanzanbieter von Standardverarbeitern unterscheidet.
Die Grundlage der Kompatibilität mit mehreren Fahrzeugen ist die Maßgenauigkeit auf der Ebene der einzelnen Merkmale – nicht nur der Gesamtteilgeometrie. Lochpositionstoleranzen von ±0,15 mm oder enger bei den Montage- und Positionierungsmerkmalen stellen sicher, dass das gleiche Stanzteil korrekt in verschiedene Sitzrahmenarchitekturen eingebaut werden kann, ohne dass manuelle Anpassungen oder Nacharbeiten erforderlich sind. Dieses Maß an Genauigkeit ist nur erreichbar, wenn die Matrize mit geeigneten Bezugspunkten entworfen, mit engen Merkmalstoleranzen bearbeitet und vor Produktionsbeginn mit einer vollständigen Erstmusterprüfung anhand des CAD-Modells des Kunden validiert wird.
In diesem Zusammenhang stellt die kundenspezifische Formgestaltung keine Gemeinkosten dar – sie ist der Mechanismus, durch den Maßgenauigkeit und Kompatibilität mit mehreren Fahrzeugen erreicht werden. Eine Matrize, die speziell für die Geometrie eines Teils entwickelt wurde und deren Merkmalspositionen und -abstände auf die Formungsanforderungen des Teils abgestimmt sind, sorgt stets dafür, dass Teile korrekt zusammengebaut werden. Eine generische oder modifizierte Matrize muss fortlaufend sortiert, abgeglichen oder angepasst werden, um eine akzeptable dimensionale Ausgabe beizubehalten.
Die Komplettes Sortiment an Stanzteilen für die Automobilindustrie bei SQS wird aus selbst entwickelten und hergestellten Werkzeugen hergestellt, wodurch sichergestellt wird, dass die Maßanforderungen der Fahrzeugplattform jedes Kunden von Anfang an in die Werkzeuge integriert werden und nicht in der Produktion kompensiert werden.
Der integrierte Werkzeug- und Teilefertigungsvorteil von SQS für Sitzstanzungen
Die conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. betreibt beide Funktionen unter einem Dach. Das gleiche Ingenieursteam, das die Stanzform für eine Sitzrahmenkomponente entwirft, betreibt auch die Presse, die die Teile produziert. Wenn in der Produktion eine Maßabweichung auftritt – was im Laufe der Lebensdauer einer Matrize durch allmählichen Verschleiß der Fall ist – ist die Reaktion eher eine fundierte Matrizenkorrektur als eine Prozessumgehung. Das Ergebnis ist eine konsistentere Teilequalität über den gesamten Produktionslauf und ein schnellerer Weg zur Ursache, wenn Abweichungen auftreten.
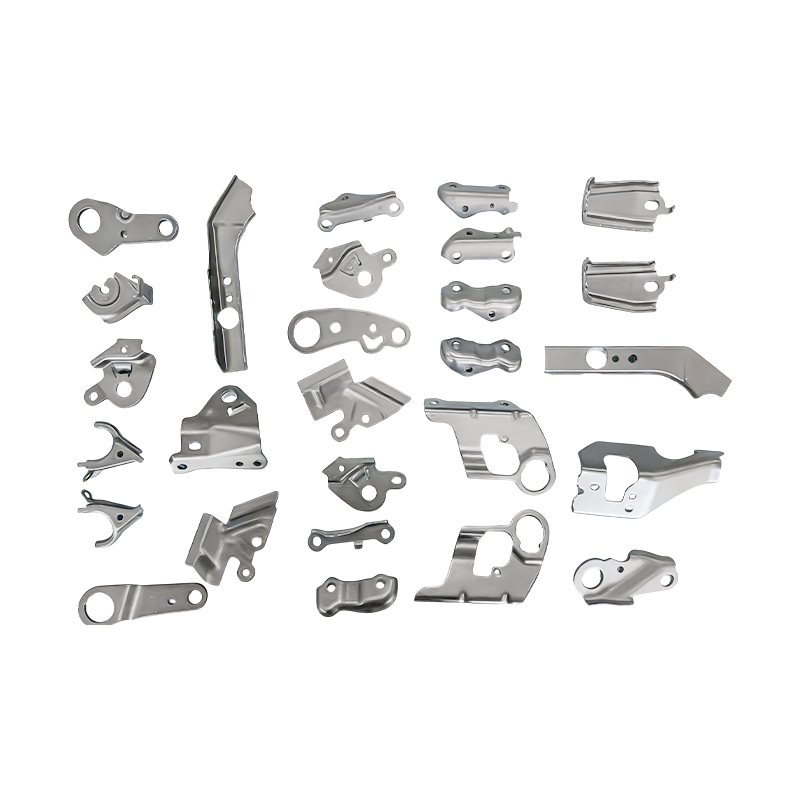
Die Fertigungsinfrastruktur von SQS unterstützt diese Integration mit der Präzision, die das Stanzen von Automobilsitzen erfordert. Drahterodiermaschinen aus Japan erreichen eine Bearbeitungsgenauigkeit von 0,002 mm bei den Formmerkmalen und stellen so sicher, dass die Formflächen, die Wandstärke, Kantenqualität und Lochposition bestimmen, den Toleranzen entsprechen, die das Teiledesign erfordert. Eine Pressenflotte mit 80T bis 400T deckt das gesamte Spektrum an Sitzrahmen-Stanzgeometrien ab, von kleinen Halterungskomponenten bis hin zu kompletten Rückenrahmenstrukturen. Mit über 15 Jahren Erfahrung in der Betreuung von OEM-Kunden und Tier-1-Automobilzulieferern und einem Team von 60 technischen Mitarbeitern, die sich der Werkzeugkonstruktion, Fertigung und Qualitätssicherung widmen, bietet SQS die technische Tiefe, die Stanzprogramme für Sitzrahmen erfordern.
Für OEM-Lieferanfragen, die Entwicklung kundenspezifischer Matrizen oder die Überprüfung technischer Spezifikationen wenden Sie sich direkt an SQS.
Vorheriger Beitrag
Metallstanzteile für Haushaltsgeräte: Materialien, Präzision und kundenspezifische Lösungen
Nächster Beitrag
Ziehverhältnis und Rohlingshalterkraft beim Tiefziehen: Faltenbildung und Rissbildung verhindern
Unser Produkte.





Starten Sie Ihr Geschäft mit einem OEM-Hersteller direkt hier!
Durch Innovation bieten wir globalen Kunden vollständige schlüsselfertige Lösungen!
SCHNELLZUGRIFF
NACHRICHTEN
KONTAKTINFORMATIONEN.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Nr. 118 Yexin Road, Wirtschaftsentwicklungszone Wujiang, Suzhou, China
Urheberrecht © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle Rechte vorbehalten. Tiefzieh-Metallstanzunternehmen
